Direct from China's leading manufacturing factory with certified E-E-A-T credentials.
A Comprehensive Engineering Comparison of Bond Mechanisms, Thermal Input, and Layer Functionality
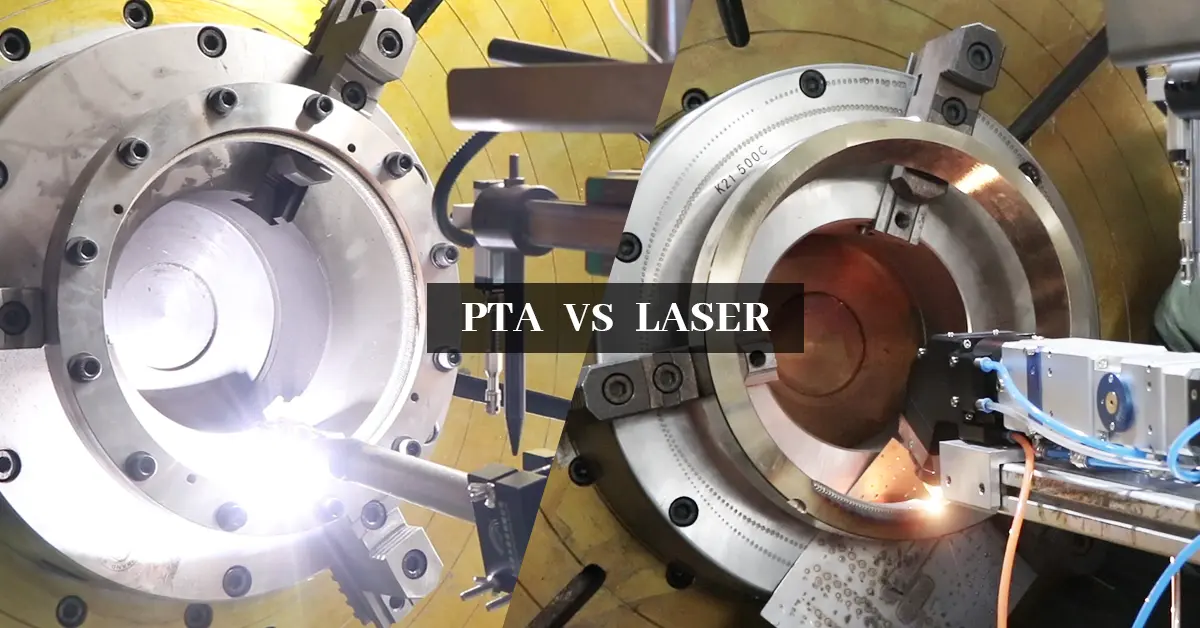
In heavy industrial manufacturing, surface wear and corrosion account for over 70% of unexpected equipment downtime. Engineers globally face a critical process selection choice when deciding between Laser Cladding (レーザークラッディング) and Thermal Spraying (溶射). While both methodologies serve to deposit high-performance coatings onto substrate metals, their physics, interfacial adhesion, and material performance parameters differ fundamentally.
Laser Cladding utilizes a concentrated high-power laser beam (typically fiber or diode lasers) to melt both the raw feed material (alloy powder or wire) and a thin layer of the substrate. This results in a complete metallurgical bond upon cooling. The process features a minimal heat-affected zone (HAZ) and exceptionally low dilution rates (typically 1% to 5%).
Thermal Spraying (溶射), including HVOF (High-Velocity Oxygen-Fuel) and plasma spraying, accelerates semi-molten or molten particles onto a grit-blasted substrate surface, creating a mechanical bond (interlocking or "splat" adhesion). Because the substrate is not melted, the thermal input is low, but the adhesion strength is significantly lower than that of laser cladding.

| Performance / Process Feature | Laser Cladding (レーザークラッディング) | Thermal Spraying (溶射 - e.g., HVOF, Plasma) | PTA Cladding (Plasma Transferred Arc) |
|---|---|---|---|
| Bonding Type | Metallurgical (Atomic fusion) | Mechanical anchoring / physical adhesion | Metallurgical (High fusion depth) |
| Bond Strength | Extremely High (Typically > 350-400 MPa) | Moderate to Low (30 - 80 MPa) | High (Typically > 300 MPa) |
| Dilution Rate | Low (1% - 5%) | 0% (No substrate melting) | Medium (5% - 15%) |
| Coating Thickness | 0.5 mm to 5.0 mm (Multi-layer possible) | 0.1 mm to 1.5 mm | 1.0 mm to 6.0+ mm |
| Porosity | Almost Zero (< 0.5%) | 1% to 5% (Depending on process parameters) | Almost Zero (< 1%) |
| Heat Affected Zone (HAZ) | Minimal (Highly localized energy beam) | Negligible (Substrate temperature < 150°C) | Moderate (Larger heat input than laser) |
| Typical Applications | Hydraulic rods, mining picks, precision shafts | Turbine blades, ceramic barriers, roll covers | Screw conveyors, heavy valves, coal chutes |
How Chinese factories are leading the integration of laser cladding and automated PTA systems
Industrial markets in Germany, Japan, and North America are transitioning from traditional wet electroplating (such as Hard Chrome Plating, which is restricted due to Hexavalent Chromium environmental bans) to Laser Cladding. Additionally, industries with high mechanical load requirements are substituting mechanical "溶射" (thermal spray) coatings with laser cladding to prevent delamination failures.
Chinese laser equipment factories have capitalized on a massive domestic semiconductor, optic, and robotic ecosystem. Shanghai Duomu and other top-tier factories utilize vertically integrated production lines to build proprietary CNC controllers, high-duty plasma torches, and laser delivery systems. This integration reduces overall system costs by 40% compared to Western OEMs.
Modern Chinese factories specialize in 6-axis robotic arms integrated with multi-axis positioning turntables. These setups allow for the automated cladding of complex configurations, including double-cone injection molding barrels, complex industrial valves, and large-scale mining gear shafts, with consistent clad quality.
At present, our products have penetrated into many fields such as aerospace military industry, nuclear power, petrochemical industry, coal mines, metallurgy and forging, agriculture, water conservancy and electric power, etc.





Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machines and Laser cladding machines for more than ten years, backed by a strong technical background. Our independent R&D team develops, produces, and sells high-performance plasma cladding machine systems designed for industrial operation.
Our welding machines maintain stable performance and support efficient, continuous operation. In addition, the laser cladding equipment we supply supports large-scale remanufacturing projects. We offer mature technological methods to provide complete sets of industrial equipment solutions.
We customize equipment to customer requirements, including automatic laser cladding systems, automatic plasma cladding equipment, and intelligent robot cladding machines. This includes specialty machinery like hydraulic rod cladding machines, mining pick cladding systems, and valve cladding equipment.
Explore our wide array of automated surface cladding & repair systems
A Deep Metallurgical Analysis for Global Procurement Engineers
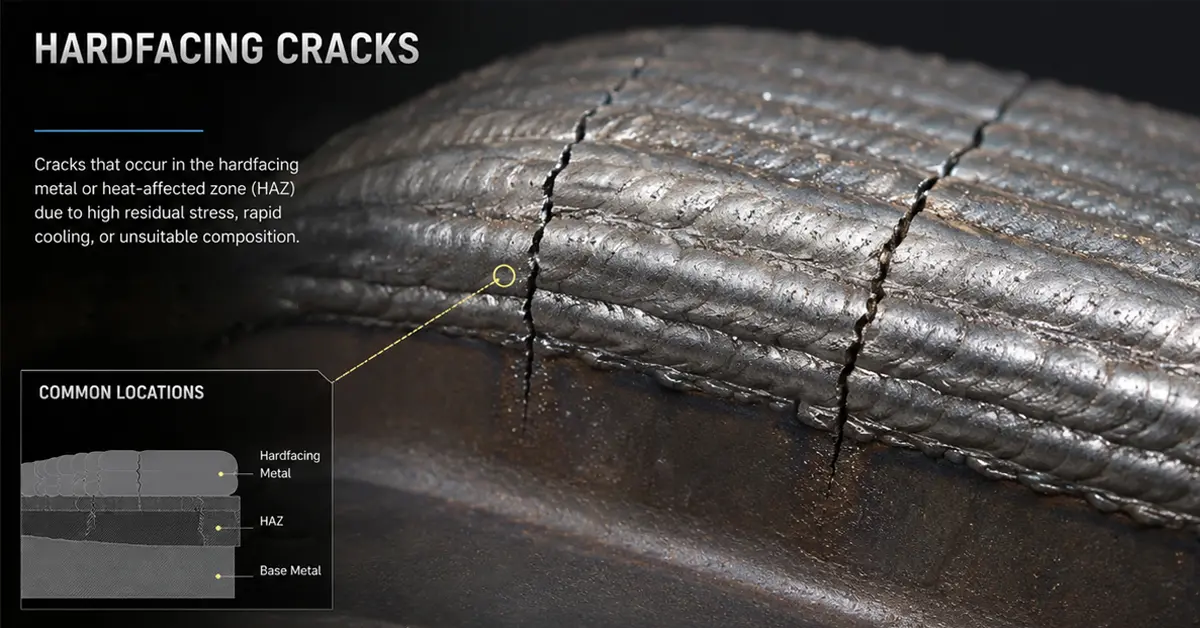
The core difference between Laser Cladding (レーザークラッディング) and Thermal Spraying (溶射) lies in the structure of the interface layer. Thermal spraying processes depend on mechanical interlocking. Semi-molten particles strike the pre-roughened substrate and flatten into thin layers ("splats"). While processes like HVOF produce high particle velocities that enhance mechanical adhesion, the coating remains distinct from the substrate. This interfacial barrier is susceptible to micro-cracking and eventual delamination under high shear stress or cyclic loading.
Conversely, Laser Cladding creates a true metallurgical bond. The laser beam supplies sufficient energy to form a localized molten pool, fusing the substrate and the cladding alloy powder. This results in atomic-level diffusion at the interface, creating a continuous crystal structure that eliminates delamination risks.
While metallurgical bonding is desirable, it carries a challenge: dilution. Dilution occurs when the molten substrate mixes with the cladding material, potentially degrading the properties of the coating layer. Traditional overlay processes, such as MIG or standard PTA cladding, can result in dilution rates of 10% to 20%, requiring multiple deposition layers to achieve the pure cladding alloy composition. Laser Cladding limits dilution to under 5% through the use of high-energy-density optics. This allows engineers to achieve the desired surface chemistry and hardness in a single pass, saving raw material and reducing processing times.
Excessive thermal input can cause distortion, warping, and microstructural degradation of base components. For heat-sensitive components, Thermal Spraying is often selected because the substrate temperature can be maintained below 150°C, resulting in a negligible HAZ. However, Laser Cladding offers a viable alternative for many parts. Its localized laser energy minimizes the total thermal load, producing a much narrower HAZ than traditional arc welding processes (like PTA or GMAW). This allows for the precise refurbishment of finished parts without inducing thermal distortion.
Real-world application guides from demanding industrial operations
"The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. As industries such as petrochemical, power, and mining demand longer service lifespans, choosing automated systems has saved us substantial repair costs."

"In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production downtime. Using PTA hardfacing on screw flighting has extended our service intervals by 300%."

"In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Controlling this dilution allows us to deploy wear-resistant coatings with minimal thickness."

"In industries such as Oil & Gas, Mining, Power Generation, Cement, and Heavy Equipment Manufacturing, hardfacing is no longer just a repair process. It has become a critical technology directly related to equipment lifespan, downtime costs, maintenance frequency, and component ROI."
"In industries such as oil & gas, petrochemical, power generation, mining, and marine engineering, industrial valves are constantly exposed to severe operating conditions including: High pressure, Extreme temperatures, Corrosive media, Abrasive wear, and Sand erosion. Integrating robotic laser systems has allowed us to automate these cladding procedures."
Addressing the technical questions of surface repair, manufacturing costs, and process selection
Rugged, high-uptime machinery designed for demanding manufacturing environments

For inquiries about our products or pricelists, please leave us a message. Our technical sales team will reply within 24 hours.
Subscribe to Technical Updates