

1 / 3
Driven by imported linear guide rail, precision worm gear reducer and stepping motor. Low transmission clearance, high rigidity, and stable, reliable operation.
High degree of automation and welding process automation. Convenient integration for various production setups.
The welding gun automatically adjusts height by tracking surface variations. Less affected by product flatness, delivering superior surfacing quality.
The alloy layer achieves a strong metallurgical bond with the workpiece substrate, ensuring exceptionally high bonding strength.
Fast surfacing speed with a low dilution rate. The dilution ratio of powder plasma arc surfacing is controlled within 5% - 10% or less.
Compact surfacing layer structure with a beautiful appearance. Realizes efficient automatic production, improves productivity, and reduces labor intensity.
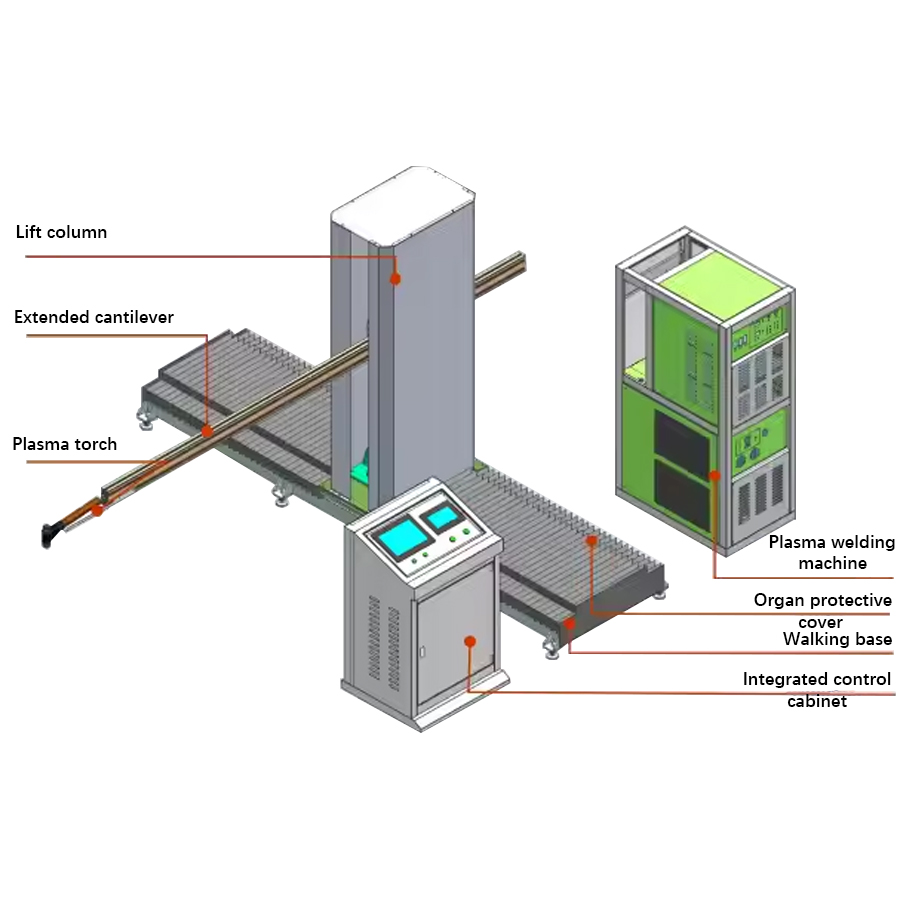
The welding gun and powder feeding pipe are routed from the cross bar to facilitate the surfacing of the bottom plate of the middle groove. Ideal for surfacing and surface repair of middle groove upper plate, lower plate and all plane products.
| Configuration items | Model and brand | Description of main parameters |
|---|---|---|
| Transverse suspension beam | Research and control stepping motor | Effective stroke 2000 mm, speed 2400 mm / min |
| Lifting column | Research and control stepping motor | Effective stroke 800mm, speed 1200mm / min |
| Mobile base | Research and control stepping motor | Effective stroke 2000 mm, speed 2400 mm / min |
| Length of cross beam profile | 3000 mm | |
| Console | Multiwood manufacturing | Dual system mobile integrated control platform with hand-held button control box. |
| Arc voltage tracking | Multi wood integration | Automatic adjustment of welding torch distance in welding process |
| Current communication | 485 communication | |
| Control system | Fang Ling | Two axis CNC system |
| Mitsubishi, Japan | FX series PLC | |
| touch screen | Wellington | 7-inch screen tk6071iq |
| Reference footprint | 5000mm*3000mm*2000m | |
The mechanical walking mechanism is driven by an imported linear guide rail, a precision worm gear reducer, and a stepping motor, ensuring small transmission clearance and high rigidity.
The system automatically increases or decreases the height of the welding gun by tracking the variations on the surfacing surface, making the welding outcome less dependent on the surface flatness.
The surfacing process achieves a fast speed and a low dilution rate. Specifically, the dilution ratio of the powder plasma arc surfacing can be controlled within 5% - 10% or less.
It is designed for the surfacing and surface repair of the middle groove upper plate, lower plate, and all types of plane products.
The welding gun and powder feeding pipe are routed directly from the cross bar, which greatly facilitates the surfacing process of the bottom plate of the middle groove.
The alloy layer forms a metallurgical bond with the workpiece substrate, providing exceptionally high bonding strength and structural compactness.









