

1 / 5
| Model | DPT-50019 |
|---|---|
| Main arc polarity | Tungsten electrode to negative electrode / Work piece to positive electrode |
| Pilot arc polarity | Tungsten electrode to negative electrode / Nozzle to positive electrode |
| Tungsten electrode dimension | 6.0mm |
| Arc voltage | 90V |
| Current | 30-500A (80% duty cycle) |
| Cooling type | Circulation cooling of main arc and pilot |
| Nozzle cooling | Water cooling |
| Ionic gas | 0.6~6L/min |
| Shielding gas | 5~25L/min |
| Powder feeding gas | 0.6~6.0L/min |
| Powder feeding gas circuit | Two gas paths enter independently |
| Powder feeding volume | 8kg/h Max |
| Powder type | Metal powder |
| Granularity | 70~200um |
| Powder feeding type | By the feeding hole |
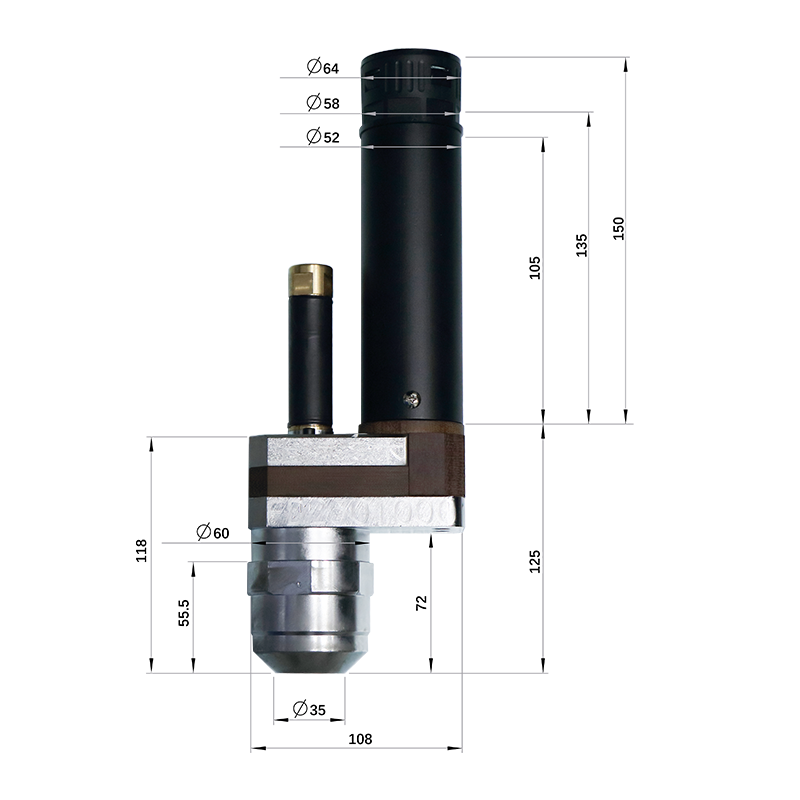
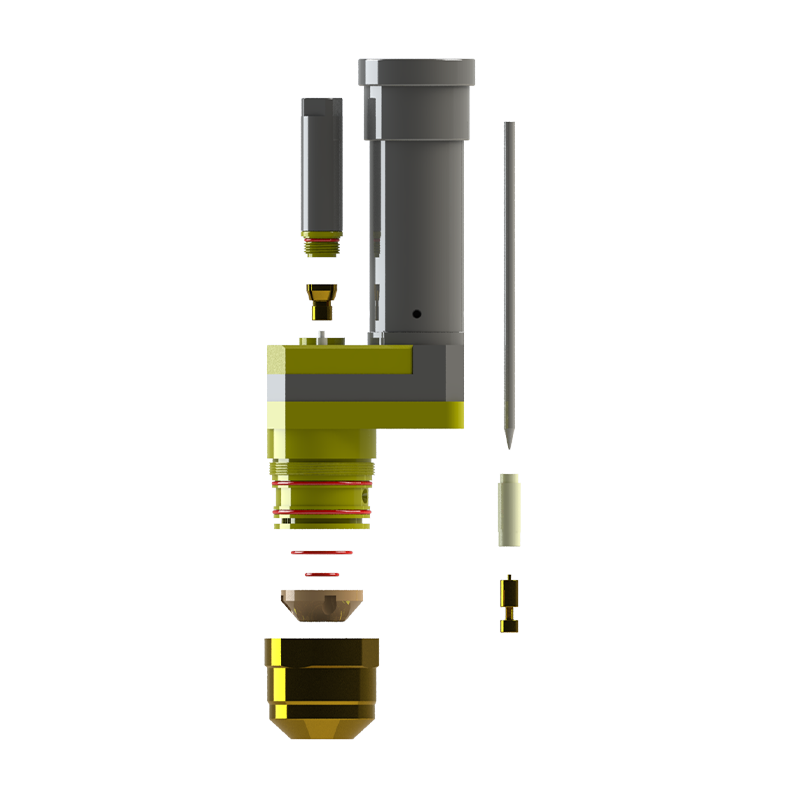
The 500A plasma surfacing torch consists of three parts: the upper part, the lower part, and the insulator. The upper part is used to fix the tungsten pole and to connect the water and electric joints. The lower part is designed to install the nozzle and serve as part of a water-cooled cavity, connecting the pipeline joints of water, electricity, gas, and powder. The insulators ensure proper insulation between the upper and lower parts while connecting them together. The protection gas diffuses completely inside the torch to form uniform protection, and the powder feeding pipeline is internally integrated to ensure an unblocked powder feeding system.
A: The torch consists of the upper part (which fixes the tungsten pole and connects water and electric joints), the lower part (which houses the nozzle and water-cooled cavity connections), and the insulator that connects and insulates the two parts.
A: The maximum powder feeding volume is 8kg/h, and it is designed for metal powder with a granularity range of 70~200um.
A: Any replacement of the nozzle, sealing ring, or central ring must be performed when the machine is shut down. Ensure the sealing ring is brand new and scratch-free before placing it into the groove.
A: You must keep the physical position of the torch higher than the water tank to avoid cooling water flowing backwards into the powder feeding channel.
A: Avoid touching live components and hot parts. Always stand on a dry insulating mat, use dry and undamaged insulating gloves, and allow the torch to cool down periodically during continuous operation.
A: Keep your head away from the welding smoke. Use forced ventilation, extraction devices, or fans to remove smoke and dust, and ensure compliance with environmental regulations.









