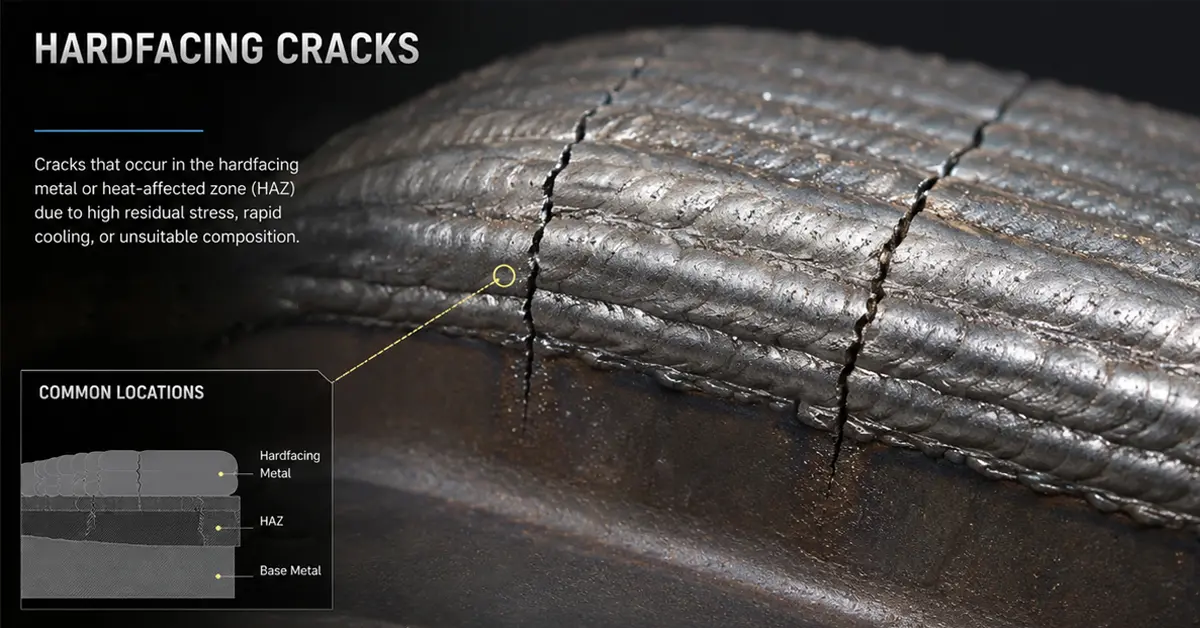
Discover our flagship industrial solutions engineered to maximize tool service life, restore worn shafts, and apply high-hardness overlays.





How custom MIG/TIG processes, PTA cladding, and high-energy laser deposition are redefining lifecycle performance across global heavy industries.
In the modern manufacturing grid, the reliance on traditional joinery methods has rapidly evolved into a need for high-performance surface engineering. Standard MIG (Metal Inert Gas) and TIG (Tungsten Inert Gas) welding processes are basic staples in global factories. However, as heavy machinery operates under extreme stress, chemical corrosion, and abrasive sliding friction, specialized factories are transitioning towards hybrid automated setups. These advanced setups combine traditional MIG/TIG precision with next-generation Plasma Transferred Arc (PTAW) and high-energy Laser Cladding.
Statistically, the global market for wear-resistant cladding and industrial surface modification is projected to exceed billions in revenue by the end of the decade. Driving this change is the rapid adoption of automated systems like the *Custom Automatic 6 Axis Robot Arm Robotic Welding Machine for Corner Welding* and specialized *Laser Cladding Gantry Platforms*. Factories in regions like East Asia, North America, and Western Europe are increasingly demanding custom solutions that minimize heat input, control dilution rates, and optimize metallurgical bonding to prevent structural failures.
This convergence of technologies allows custom manufacturers to apply specific alloy powder layers (such as cobalt, nickel, or tungsten carbide matrices) onto carbon steel substrates. It offers the exact local heat control of TIG welding but operates at the high production speed of automated MIG systems. The result is a highly tailored surface chemistry that extends component lifespans by up to 500% compared to untreated industrial steels.
Combining a decade of hardfacing expertise with state-of-the-art independent R&D.

Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machines and Laser cladding machines for more than ten years with a strong technical background. Our factories are designed to address the challenges of modern industrial wear.

Our Technical Department features an independent R&D team that develops, produces, and sells plasma cladding machine equipment. The welding machines have stable performance and can maintain efficient long-term operation. In addition, the laser cladding equipment sold by the company can effectively support large-scale remanufacturing projects. We have mature technological means to provide complete sets of industrial equipment solutions.
Understanding dilution control, thermal impact, and deposition rates for optimal surface engineering.
To successfully deploy a custom hardfacing system, engineers must understand the metallurgical differences between these core processes. The chart below breaks down the key technical trade-offs across these standard and high-energy welding methods:
| Process Parameter | Custom MIG (GMAW) | Custom TIG (GTAW) | PTA Cladding (PTAW) | Laser Cladding (LC) |
|---|---|---|---|---|
| Heat Input | High | Moderate-High | Moderate | Extremely Low |
| Dilution Rate | 15% - 25% | 10% - 15% | 3% - 8% | < 3% |
| Heat Affected Zone (HAZ) | Broad (2-5mm) | Medium (1-3mm) | Narrow (0.5-1.5mm) | Minimal (< 0.5mm) |
| Bond Quality | Metallurgical | Metallurgical | Superior Metallurgical | Ultra-Fine Grain Bond |
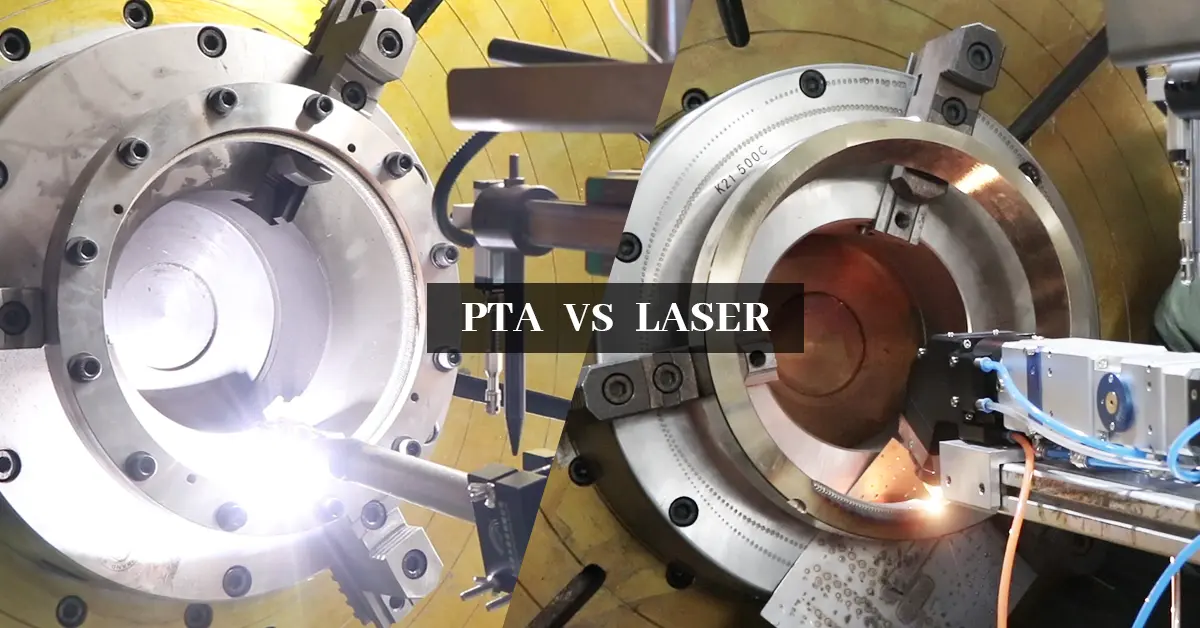
Traditional MIG and TIG methods are highly customizable and cost-effective for fabricating geometries, but their high heat input causes larger dilution rates. This dilution mixes the base metal into the protective layer, degrading the hardness of the cladding. PTAW systems, using a constricted plasma arc through specialized nozzles (like our *High-Quality Robust Nozzle with Plasma Transferred Arc*), reduce this dilution to single digits. Laser cladding takes precision a step further. It uses a high-energy laser beam to melt alloy powder and a very thin surface layer of the base metal. This creates a dense, defect-free coating with minimal distortion to the underlying component.
Our cladding and customized automation systems are deployed across critical global sectors to prevent wear and ensure long-term reliability.

Hardfacing tools, soil cultivators, and harvesting components to survive heavy abrasive wear in high-grit soils.

Precision cladding on aerospace components and superalloys. Restoring jet engine parts and high-stress turbine blades.

Protecting stabilizers, drill pipes, and marine valve components against severe downhole wear and corrosive fluids.

Restoring caster rollers, forging dies, and high-temperature guide plates subjected to extreme thermal cycles.
Tailored systems designed for specific components: from hydraulic rods to turbine blades and ball valves.

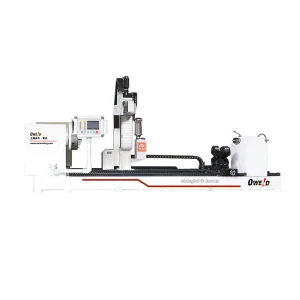
Engineered for precise powder deposition on small-to-medium industrial wear surfaces.

Combines multiple arc control settings to support both general repairs and high-volume operations.

Features stable dual-arc technology to minimize spatter and improve deposit efficiency.

Optimized for complex turbine geometries, delivering precise cladding profiles with a minimal heat-affected zone.

Designed for circumferential hardfacing of ball valves, ensuring consistent overlay thickness.

Automated robotic arm system for selective heat treatment and surface hardening of complex parts.

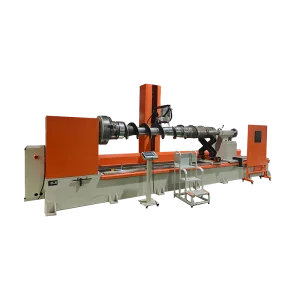
Designed for long hydraulic shafts, offering automated overlay welding to combat severe corrosion.
Real-world case studies detailing how surface cladding prevents downtime and restores high-value machinery.

Industrial Valve Manufacture

Maintenance & Operations Dept

Material Testing Scientist
Process Engineering division
Marine Engineering Specialist
Expert insights on choosing the right process, minimizing dilution, and configuring custom systems.
While MIG/TIG processes are cost-effective manual or semi-automated joinery solutions, their high heat input causes dilution rates of 10% to 25%. PTA (Plasma Transferred Arc) cladding constricts the arc using a specialized nozzle and introduces alloy powder. This achieves dilution rates below 5%, preserving the chemical purity and hardness of the overlay.
The dilution rate represents the percentage of base metal that melts and mixes into the applied cladding alloy. If dilution is too high, the wear-resistant properties of expensive cobalt or nickel-based powders are weakened by the iron from the substrate, reducing the wear life of the part.
Laser Cladding is preferred for high-precision components (like turbine blades or tight-tolerance shafts) where thermal distortion must be avoided. It creates a minimal Heat Affected Zone (HAZ). PTA cladding is often better for thick deposits and heavy-duty parts where higher deposition rates are required at a lower equipment cost.
Yes. Equipment like the DQF-LC602 and our gantry units can be integrated with 6-axis robotic arms. This allows for automated cladding of complex 3D shapes, such as valve seats, conveyor screws, and gear profiles, ensuring high consistency.
Explore our complete range of specialized equipment engineered for demanding industrial environments.













For inquiries about our specialized automated welding systems, PTA nozzle configurations, or processing parameters, leave us a message and our technical team will contact you within 24 hours.





