

Stellite Schweißen (Hardfacing): Industry Overview & Evolution
A comprehensive technical analysis of Cobalt-Base alloy deposit technologies, metallurgy properties, and engineering methodologies.
The Evolution of Cobalt-Base Superalloy Surfacing
In modern heavy-duty industrial engineering, mechanical components are exposed to increasingly extreme operating parameters. Severe abrasive wear, aggressive chemical corrosion, erosive cavitation, and thermal shock are constant hazards that compromise the integrity of metallic substrates. Traditionally, high-alloy steel and tungsten carbide composites provided baseline protection. However, the true breakthrough in severe service environments belongs to cobalt-base alloys, universally recognized under the trademark family of Stellite®. The process of applying this robust cobalt-chromium-tungsten alloy onto load-bearing steel components is known as Stellite Schweißen (Stellite Welding/Surfacing).
Over the last three decades, Stellite Schweißen has transitioned from basic manual oxy-acetylene torch cladding to highly complex, computer-controlled deposition mechanisms. Modern industrial demands require minimal dilution rates, pristine weld integrity, and exceptional dimensional tolerances. With the rise of advanced automation, technologies like Plasma Transferred Arc (PTA) welding and Robotic Laser Cladding have assumed the vanguard of high-precision material deposition, allowing manufacturers to tailor microstructures for targeted mechanical properties.
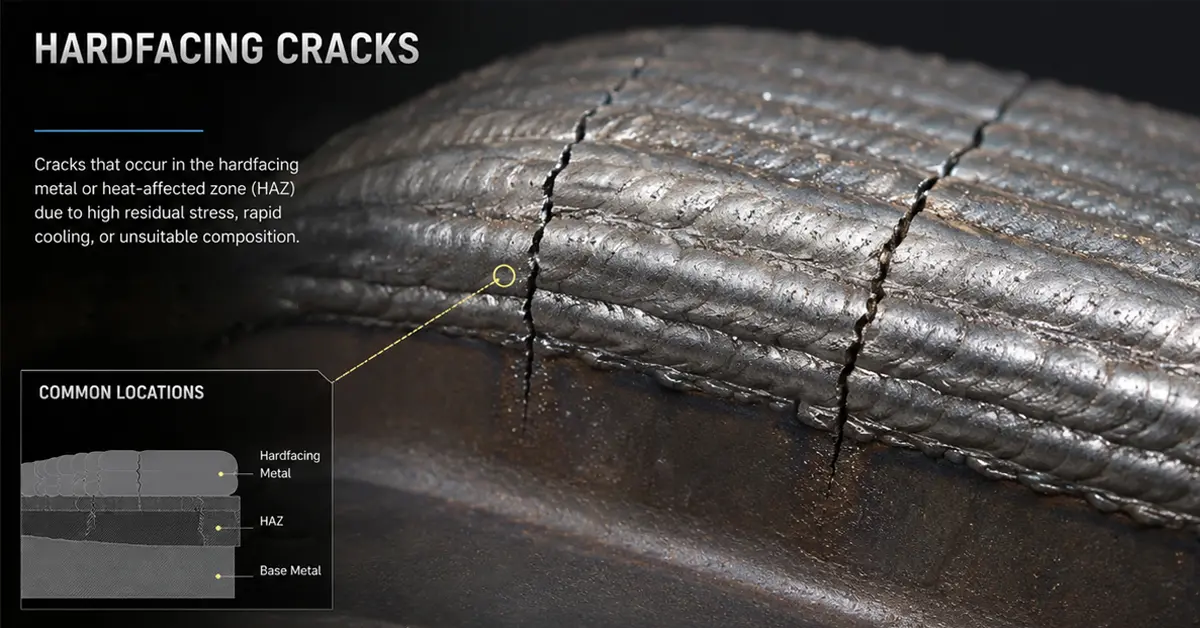
Information Gain Insight: The excellence of Stellite alloys derives from their solid solution matrix of cobalt and chromium, strengthened by a network of hard complex carbides (such as M7C3 and M23C6). This unique metallurgical morphology ensures that the alloy maintains its high hardness, sliding wear resistance, and oxidation resistance at temperatures exceeding 800°C (1472°F) — conditions where standard carbon and stainless steels undergo severe thermal softening.
Technical Disruption: Comparing PTA Cladding & Laser Surfacing for Stellite
As a global supplier and custom manufacturer of high-performance surface engineering systems, we recognize that selecting the correct deposition method directly dictates the efficiency and lifespan of the clad component. The industry relies predominantly on two state-of-the-art hardfacing technologies:
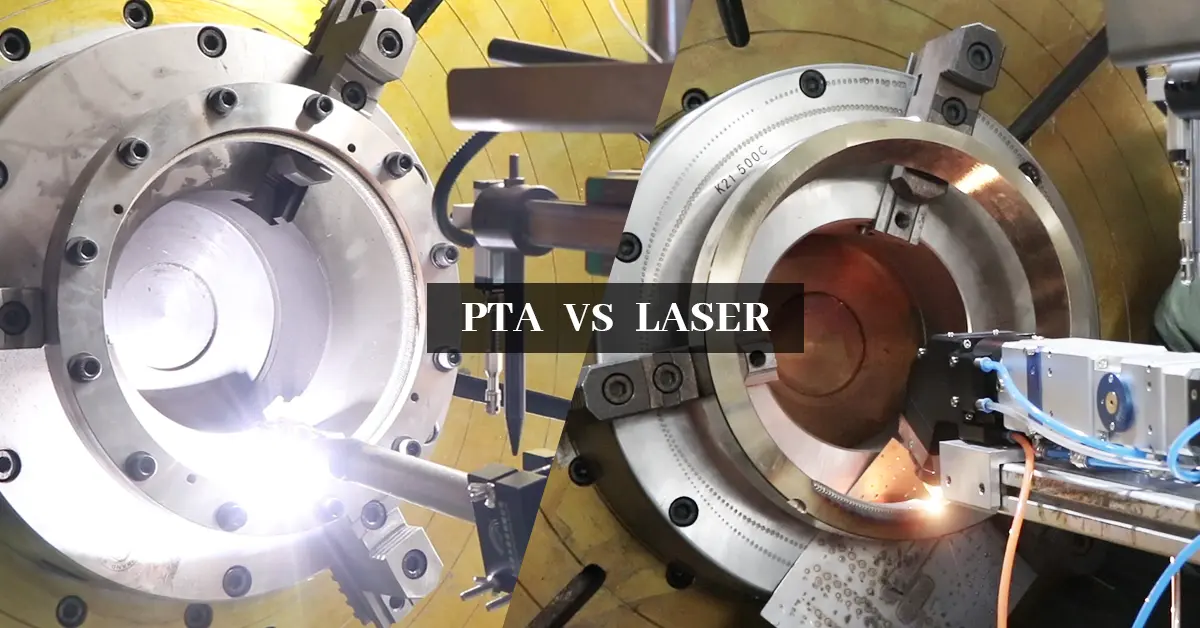
Plasma Transferred Arc (PTA)
PTA is a high-energy thermal process utilizing a focused plasma arc to melt both the substrate surface and the Stellite alloy powder. PTA provides exceptional metallurgical bonding, extremely low dilution rates (down to 5%), and highly efficient deposition rates, making it the industry standard for thick-layer industrial hardfacing applications.
Laser Cladding Technology
Utilizing a concentrated laser beam, Laser Cladding melts the alloy powder and a minimal surface layer of the substrate. The extremely low heat input minimizes the Heat-Affected Zone (HAZ), results in almost zero dilution (under 3%), and ensures a refined, ultra-fine dendritic grain structure with unmatched wear characteristics.
Custom Automation & Integration
Our solutions feature multi-axis robotic arms and gantry systems designed to execute complex toolpaths. By integrating real-time optical tracking and thermal monitoring, we guarantee consistent layer thickness and eliminate defects like porosity and microcracks.
Global Procurement Needs: Navigating High-Reliability Supply Chains
In the current global economic landscape, industrial procurement departments are shifting from cost-only sourcing models to risk-mitigated, high-reliability frameworks. Purchasing customized Stellite hardfacing equipment or custom-clad components requires deep technical alignment. Major OEMs in Europe, North America, and APAC regions prioritize suppliers who demonstrate comprehensive material science expertise, ISO-certified quality control, and robust delivery channels.
The primary procurement bottleneck in Stellite Schweißen is material waste and subsequent machining costs. Because cobalt alloys are exceptionally hard and difficult to machine, raw claddings must be deposited as close to the final net-shape as possible. Purchasing smart cladding machinery—such as our automated 6-axis robotic laser or plasma cladding lines—allows global OEMs to achieve precise near-net-shape deposition, dramatically reducing material waste, tool wear, and cycle times.
China Factory 4.0: Enhancing Supply Chain Resilience and Technical Efficiency
Operating from Shanghai, Duomu has spearheaded the integration of Industry 4.0 paradigms into the surface modification equipment industry. China's manufacturing sector has progressed beyond high-volume production; today, it is defined by digital integration, agility, and precision engineering. Our manufacturing facility combines advanced CNC fabrication, automated robotic assembly, and digital quality monitoring to supply globally competitive hardfacing systems.
By leveraging a deeply localized industrial supply chain, we secure high-grade raw components, advanced laser optical systems, and heavy gantry frameworks at optimized lead times. This structural efficiency is directly passed to our global clients, offering them high-uptime machinery that adheres to CE, UL, and regional safety codes. Our agile manufacturing model ensures we can deliver customized double-column gantry systems, specialized deep-hole torches, and multi-axis plasma cladding cells without the prolonged lead times typical of Western machinery integrators.