Explore our engineering portfolio featuring high-reliability PTA torches, automated gantry systems, and micro plasma welders.








How Shanghai Duomu builds upon traditional Tungsten Inert Gas (TIG) processes to pioneer High-Energy PTA & Laser Cladding systems.
Traditional manual/automated TIG (GTAW) delivers highly precise welds, but suffers from low deposition rates (<1.5 kg/h) and is highly sensitive to electrode tip degradation. Standard processes struggle to achieve heavy hardfacing depths without high dilution rates that alter the base chemistry.
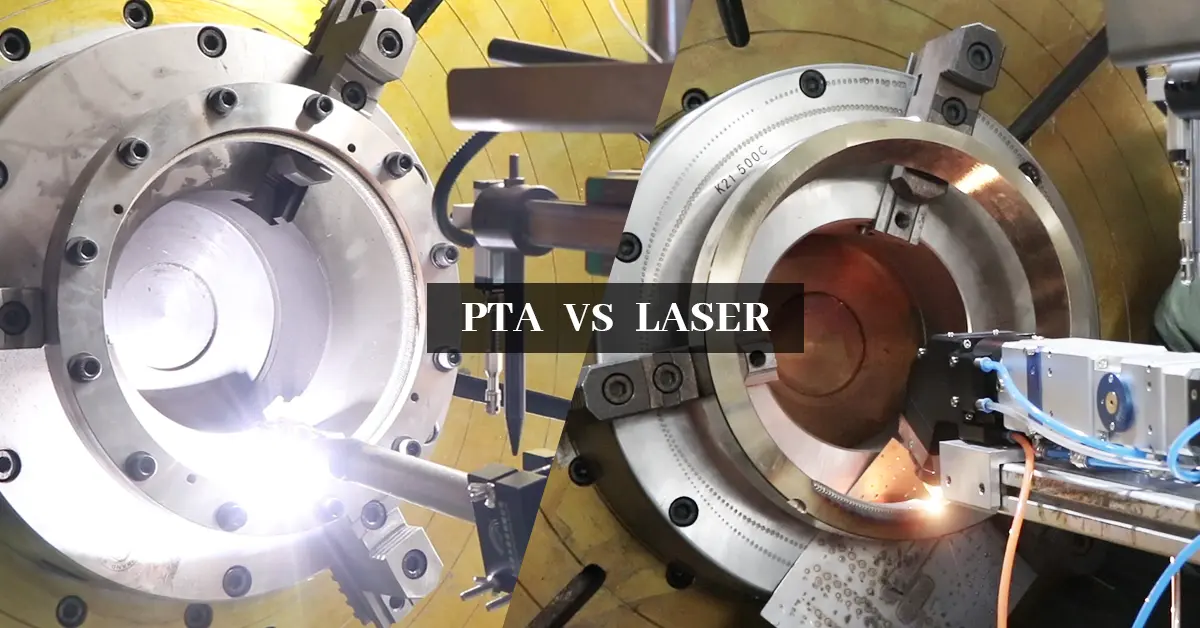
Plasma Transferred Arc (PTA) systems constrict the TIG arc using a copper nozzle, raising temperatures to 15,000°C+. Powder feeding reduces dilution to <5% in a single pass while increasing deposition rates up to 10 kg/h, making it optimal for heavy components in mining and petrochemicals.
Utilizing high-power diode or fiber lasers to deposit alloy powders with minimal heat-affected zones (HAZ). Ideal for thin-walled parts, aerospace turbine blades, and high-tolerance hydraulic rod remanufacturing where thermal distortion must be near zero.
Industrial components in heavy machinery face extreme mechanical loads, friction, and chemical degradation. Replacing entire assemblies is uneconomical. Automated surfacing and cladding processes present a highly sustainable way to extend part lifespans by up to 300%.
Shanghai Duomu's equipment and custom engineering solutions cover key macro sectors:

At present, our company's products have penetrated into many fields such as aerospace military industry, nuclear power, petrochemical industry, coal mines, metallurgy and forging, agriculture, water conservancy and electric power, etc.




Understanding the thermodynamics of micro-plasma, PTAW, and Laser cladding to optimize deposit properties.
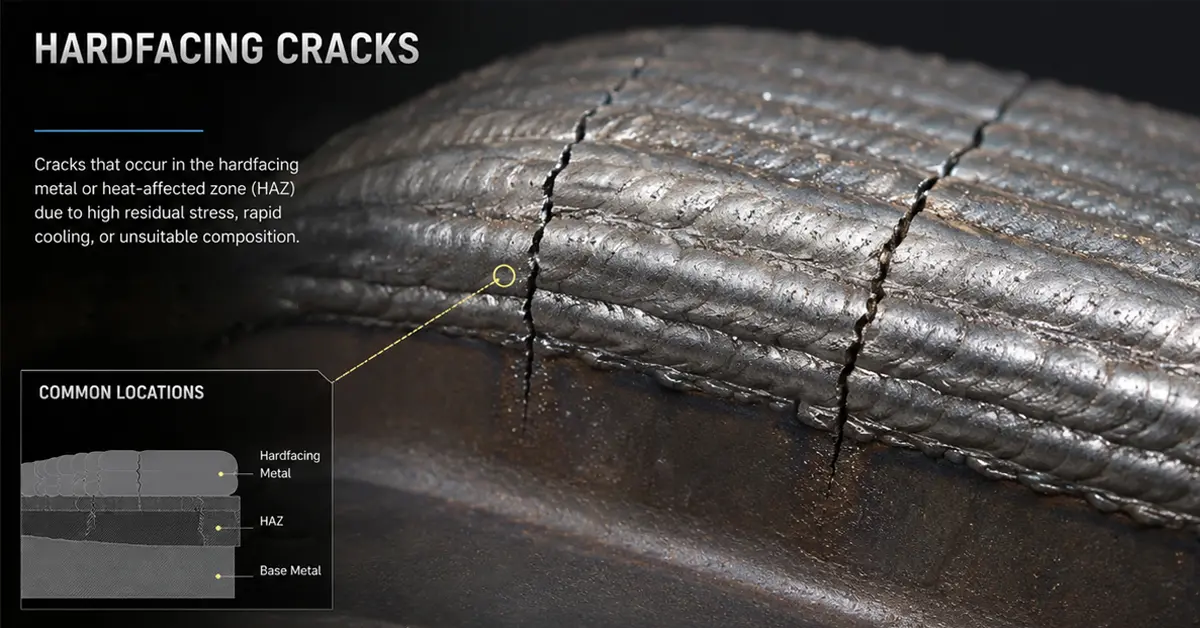
In surface hardfacing (whether using TIG overlays, PTA, or laser systems), the dilution rate defines the percentage of base metal that melts and mixes into the deposited cladding alloy. If dilution is too high (e.g., >15%), the premium properties of the alloy powder (such as cobalt, nickel, or chromium) are degraded by iron migrators from the base carbon steel, requiring multi-layer deposits to achieve the target hardness or chemical resistance.
Shanghai Duomu's PTA powder cladding systems (such as the DML-V03CD and the DJC-LC305) employ a specialized dual-gas system. A central plasma gas generates the pilot arc, while a secondary shielding/powder gas feeds the alloy powder particles directly into the constricted transferred arc. This results in rapid powder melting before the particles touch the base metal, keeping the base metal heat input exceptionally low and achieving a dilution rate of 3% to 8% in a single pass.

Our dedicated technical department features an independent R&D team that develops, produces, and sells plasma cladding machine equipment. The welding machines we manufacture exhibit highly stable arc performance, allowing for efficient long-term operations.
Additionally, our laser cladding equipment supports large-scale industrial remanufacturing projects. We offer mature metallurgical and system-integration technologies to deliver fully customized turn-key cladding lines to customers worldwide.
Get in Touch with EngineersA stable arc requires precise electrode geometry. In precision TIG and micro-plasma processes, even minor deviations in the tungsten electrode tip's angle or concentricity will cause arc wander, uneven weld bead profiles, and potential tungsten inclusion defects.
Using a high-precision tungsten calibrator is critical. Precise grinding and calibration ensure that the electrode maintains a consistent point profile, which stabilizes the arc pressure and heat input. This level of repeatability is essential for automatic robotic setups (like the DH1440-B06 automatic plasma surfacing robot) to achieve flawless, repeatable weld overlays.
Read about industrial application insights and feedback from engineering teams on our wear-facing, valve cladding, and conveyor repair solutions.
"The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. As industries such as petrochemical and power generation expand, Duomu's PTA cladding units provide reliable, low-dilution cobalt overlays."

"In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production downtime. Our overlay systems apply hard carbide layers to screw flights, increasing uptime significantly."

"In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Shanghai Duomu's torches control this variable with high precision."

"In industries such as Oil & Gas, Mining, Power Generation, Cement, and Heavy Equipment Manufacturing, hardfacing is no longer just a repair process. It has become a critical technology directly related to equipment lifespan, downtime costs, maintenance frequency, and overall productivity."
"In industries such as oil & gas, petrochemical, power generation, mining, and marine engineering, industrial valves are constantly exposed to severe operating conditions including: High pressure, extreme temperatures, corrosive media, abrasive wear, and sand erosion. Duomu's custom ball valve automated welding machinery has resolved these issues by depositing wear-resistant Stellite powder seamlessly."
We address the critical engineering questions that process designers, procurement officers, and welding engineers ask about hardfacing systems.










For inquiries about our products or pricelist, please leave your contact info and our technical sales engineers will be in touch within 24 hours.
Explore our industrial range of automatic cutting picks, diaphragms welding machines, and cladding torches.







