Explore our leading PTA welding systems, automatic surfacing robots, and portable laser cladding equipment.
The PAW (Plasma Arc Welding) and PTA (Plasma Transferred Arc) surfacing processes represent the pinnacle of high-energy-density fusion metallurgy. In traditional arc welding, the electric arc is divergent and prone to energy loss. PAW utilizes a water-cooled copper nozzle to mechanically constrict the electric arc. This constriction concentrates the thermal energy into a columnar, highly columnized plasma stream reaching temperatures upwards of 15,000°C to 20,000°C.
PTA is a specialized variant of PAW where the pilot arc is initiated between the tungsten electrode and the constricting nozzle, while the main transferred arc operates directly between the electrode and the workpiece. This dual-circuit system provides unparalleled control over the heat input. In hardfacing and cladding configurations, metallic powders (such as cobalt, nickel, or iron-based alloys) are pneumatically fed into the plasma column, melting and bonding with the base metal substrate. The result is a metallurgical bond with significantly lower dilution rates than standard MIG or TIG cladding.
SEO Insight & Dilution Rate Dynamics: Traditional GMAW/FCAW hardfacing processes introduce dilution rates between 15% and 25%, compromising the wear resistance of the overlay. Advanced PTA cladding reduces the dilution zone to less than 5%, preserving the raw metallurgical integrity of custom wear-resistant overlays.
The global surface treatment industry is undergoing a structural transition towards automation, environmental sustainability, and material longevity. The PAW/PTA process has emerged as the standard-bearer for heavy industries due to several macro trends:
B2B procurement agents sourcing surface-hardening equipment face complex operational parameters. Sourcing is no longer focused solely on initial equipment cost, but rather on Total Cost of Ownership (TCO), metallurgical compliance, and cycle times. Global sourcing demands typically prioritize:




Shanghai Duomu provides end-to-end, application-specific cladding lines engineered to perform in the world's most demanding operating conditions:

Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machines and Laser cladding machines for more than ten years, supported by a strong technical background. Our mission is to engineer high-energy-density surface modification machinery that transforms how modern manufacturers address wear, corrosion, and erosion.
Our infrastructure covers independent electrical design, software development, precision mechanical assembly, and metallurgical analysis laboratories, enabling us to deliver turnkey industrial equipment solutions to demanding clients worldwide.

We feature an independent R&D team that develops, produces, and sells plasma cladding machine equipment. The welding machine is engineered for stable performance and can maintain efficient, long-term operation. Additionally, the laser cladding equipment sold by the company supports large-scale remanufacturing projects. We have mature technological means to provide complete sets of industrial equipment solutions.
We focus on optimizing electrical arc stability, designing proprietary plasma torches with unique internal geometry to minimize electrode degradation, and developing user-friendly PLC software programs to automate cladding operations.
The path forward for hardfacing technology centers on the integration of artificial intelligence and advanced material science. Shanghai Duomu's engineering team is actively focusing on three primary domains in our technical roadmap:
We support our global equipment footprint with proactive localization strategies, assisting operations from initial installation to regular maintenance:
See how our technologies are deployed across key industrial applications.
The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. As industries such as petrochemical and power generation demand longer lifetimes, automated PTA systems deliver the microstructural control needed for reliable valve seat overlays.
 Valve Industry Engineering Review
Valve Industry Engineering Review
In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production shutdowns. Automated PTA hardfacing using tungsten carbide composite powders dramatically extends screw flight life, reducing maintenance downtime.
 Maintenance & Reliability Journal
Maintenance & Reliability Journal
In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Whether you seek high hardness or corrosion resistance, keeping dilution under strict limits with our stable power controls ensures optimal chemistry in a single pass.
 Metallurgical Evaluation Lab
Metallurgical Evaluation Lab
In industries such as Oil & Gas, Mining, Power Generation, Cement, and Heavy Equipment Manufacturing, hardfacing is no longer just a repair process. It has become a critical technology directly related to equipment lifespan, downtime costs, maintenance frequency, and overall operating profitability.
 Heavy Equipment Engineering Group
Heavy Equipment Engineering Group
In industries such as oil & gas, petrochemical, power generation, mining, and marine engineering, industrial valves are constantly exposed to severe operating conditions including: High pressure, extreme temperatures, corrosive media, abrasive wear, and sand erosion. Our automated PTA cladding systems protect these critical assets.
 Valve Performance Analyst
Valve Performance Analyst
Technical answers to common questions about PAW, PTA, and Laser Cladding systems.
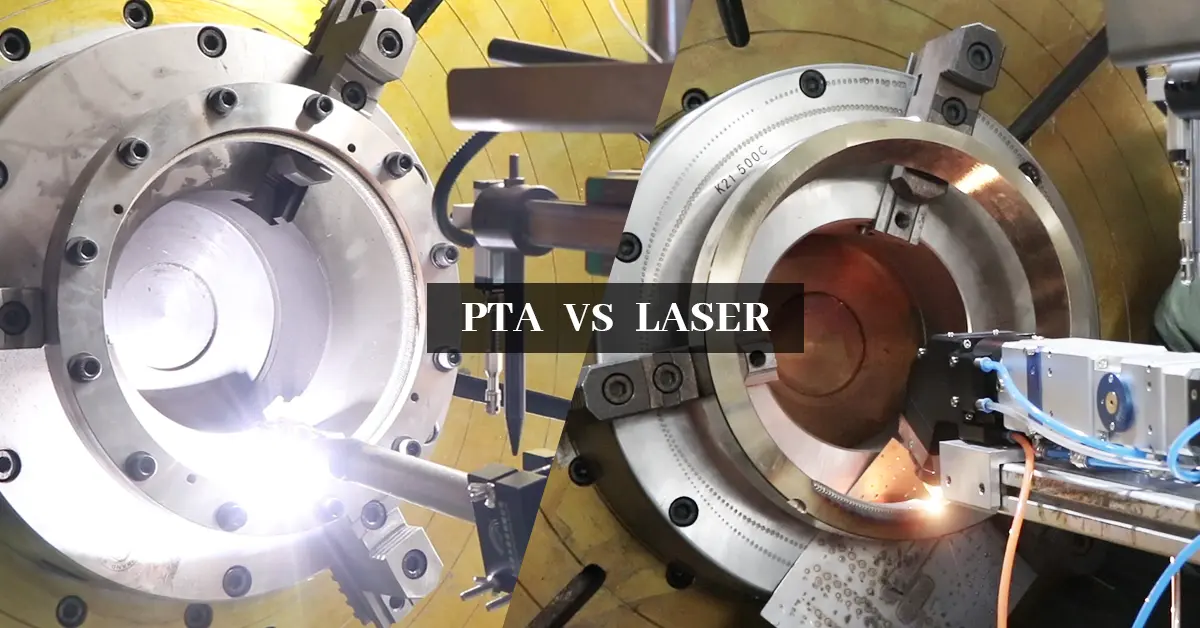
PAW primarily uses a non-transferred or transferred arc configuration optimized for joining plates, sheets, and tubes (welding). PTA is specifically configured for powder deposition and surface overlay applications, employing a pilot arc inside the torch nozzle to reliably initiate the main transferred arc, allowing precise introduction of metallic powders into the plasma column.
Dilution rate is the percentage of base metal that melts and mixes with the cladding material. A high dilution rate dilutes the alloying elements (like chromium, tungsten, cobalt) in the overlay, reducing its hardness and wear resistance. PTA cladding maintains a low dilution rate (< 5%), allowing the overlay to achieve its full design properties in a single pass.
Laser cladding offers lower heat input, a smaller heat-affected zone (HAZ), and minimal thermal distortion, making it ideal for precision components like turbine blades. PTA cladding is typically more cost-effective for high-deposition-rate overlays on larger surfaces, such as mining picks, extruder screws, and valve assemblies.
Our systems process a wide range of standard alloys, including Cobalt-based powders (Stellite equivalents), Nickel-based powders (Inconel and Colmonoy equivalents), Iron-based powders for general hardfacing, and Tungsten Carbide matrices for high-stress abrasive environments.
Explore our multi-axis robotic cladding solutions, high-current PTA torches, and specialized bore welders.

Consult with our engineering department to configure your specialized automated hardfacing weld cells. We respond within 24 hours with complete system proposals.























