High-Precision Plasma Transferred Arc Surfacing Systems and Automated Laser Cladding Solutions Built for Swiss Engineering Rigor, Precision, and Excellence.
Featured top-tier automated configurations engineered for high-accuracy and metallurgical performance in precision mechanical applications.




Analyzing localized implementation and high-demand Swiss manufacturing sectors utilizing Plasma Transferred Arc hardfacing.
Switzerland’s high-precision aerospace and defense OEMs demand coatings that resist extreme thermomechanical fatigue. Using PTA welding setups allows Swiss facilities to overlay specialized superalloys on turbine components and structural parts, assuring conformity with Federal Office of Civil Aviation (FOCA) regulations and international aerospace standards.
Alpine geology generates highly abrasive glacial runoff, which subjects Pelton, Francis, and Kaplan water turbine blades to aggressive sand erosion. Swiss energy infrastructures utilize PTA welding to hardface turbine blades with cobalt-based alloys (such as Stellite), reducing maintenance downtime and increasing hydro-generation efficiency.
Switzerland stands as a hub for advanced medical injection molding and polymers. The abrasive glass-filled resins used in this industry quickly wear down standard steel screw flights. Swiss tool makers leverage automatic double cone barrel and screw flight PTA cladding to apply high-density carbide protection, optimizing tool life.
Switzerland's prominent chemical sectors in Basel demand extreme corrosion and erosion resistance for control valves. Custom PTA setups allow local manufacturers to deposit specialized nickel-base and cobalt-base alloys onto valve seats, ensuring leak-free performance under hazardous chemical conditions.
An in-depth metallurgical analysis of Plasma Transferred Arc processes, comparison matrix, and future roadmaps.
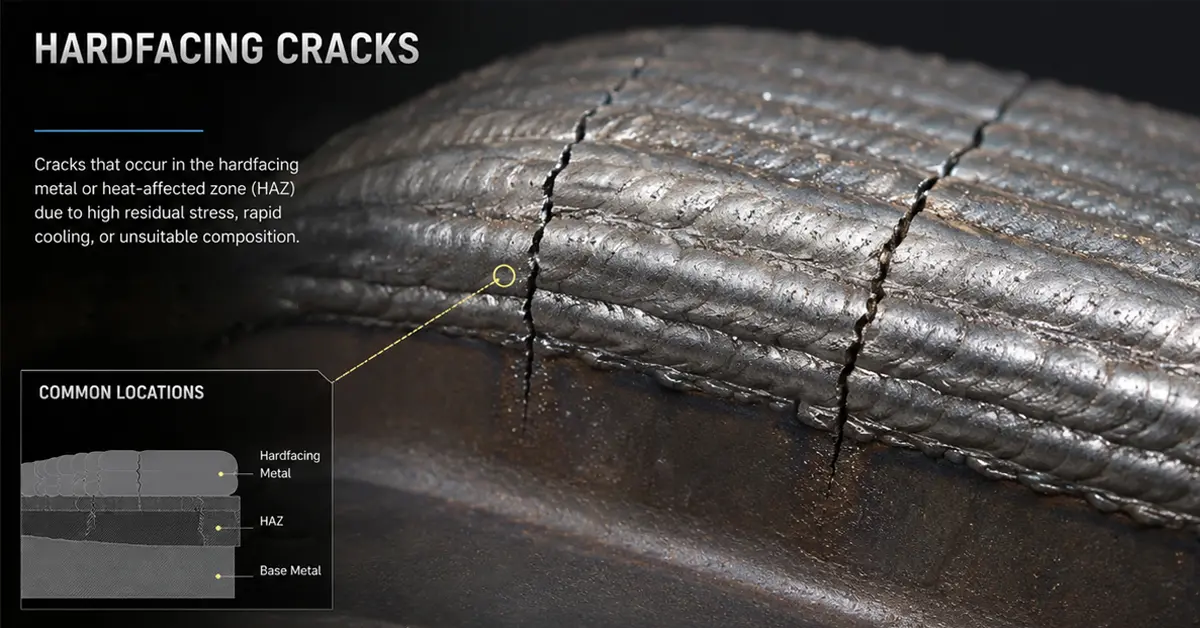
Plasma Transferred Arc (PTA) welding is a high-energy thermal surfacing process that deposits wear-resistant and corrosion-resistant alloys onto the surface of a base metal. Unlike conventional arc welding, PTA utilizes a highly concentrated plasma arc, constrained through a copper nozzle, to melt both the base metal surface and a powder-form filler material. The result is a true metallurgical bond with significantly lower dilution rates than gas metal arc welding (GMAW) or manual metal arc (MMA) cladding.
A primary factor in assessing hardfacing quality is the dilution rate—the percentage of base metal that melts and mixes with the deposited cladding layer. Higher dilution alters the chemical composition of the overlay, rendering the surface softer or less corrosion-resistant. PTA systems excel in minimizing this parameter, consistently delivering dilution rates below 5% in single-layer passes. This is critical for depositing tungsten carbide (WC) matrices or cobalt-based alloys (such as Stellite) where maintaining maximum alloy purity is vital for operational longevity.
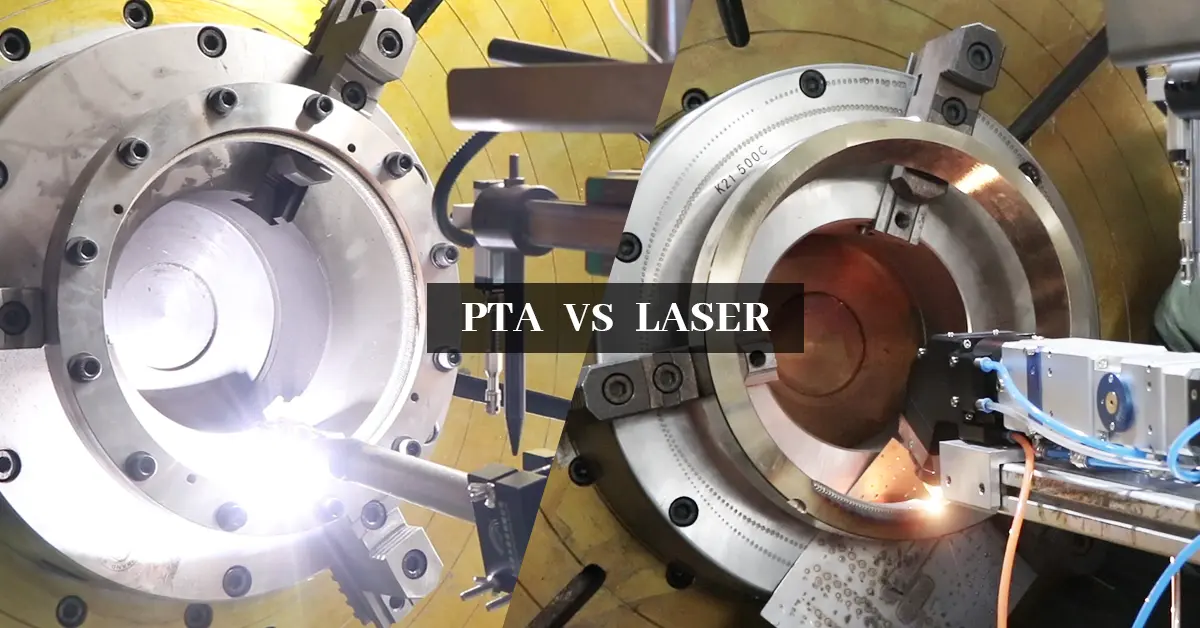
To assist Swiss industrial design engineers and procurement teams in choosing the optimal surfacing technology, the table below highlights key performance attributes across PTA, Laser Cladding, and High-Velocity Oxygen Fuel (HVOF) spraying:
| Surfacing Process | Bond Type | Dilution Rate (%) | Deposition Thickness (mm) | Thermal Input & HAZ | Investment Cost |
|---|---|---|---|---|---|
| PTA Welding | Metallurgical (High Strength) | 3% - 8% | 1.0 - 6.0 (Single Pass) | Moderate | Medium |
| Laser Cladding | Metallurgical (High Strength) | 1% - 5% | 0.5 - 2.0 (Single Pass) | Low / Minimal | High |
| HVOF Spraying | Mechanical Bond (Lower strength) | 0% (No melting) | 0.1 - 0.5 | Very Low | Medium-High |
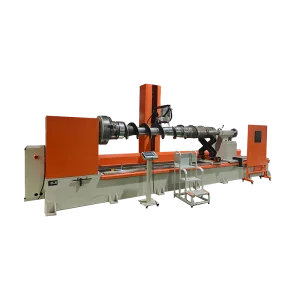
Globally, the demand for wear-resistant surfacing is shifting toward high-productivity automation. In Europe, the regulatory frameworks of the Circular Economy Action Plan drive the remanufacturing of heavy machinery. Instead of scrapping worn extruder screws, hydraulic cylinders, and valves, industries are rebuilding these surfaces. PTA welding stands at the forefront of this green manufacturing wave because it offers high deposition rates (up to 12 kg/h) and compatibility with automated industrial robot systems. Swiss factories are leading the integration of 6-axis articulated robots with PTA welding power sources to enable offline programming and repeatable high-volume production cycles.
The future of Swiss hardfacing lies in intelligent, closed-loop feedback systems. By integrating optical pyrometers and AI-driven melt-pool monitoring, contemporary PTA machines dynamically adjust the arc current and powder feed rate in real-time. This maintains constant dilution and zero porosity even on complex geometries. Additionally, hybrid systems combining Laser Cladding and PTA on a single platform are emerging. These hybrid configurations allow engineers to use Laser Cladding for intricate geometries and thin walls, while switching to PTA for high-thickness deposit zones.
Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machines and Laser cladding machines for more than ten years, supported by a strong technical background. Our systems are engineered to meet the high precision requirements of Swiss and global industrial manufacturing. By continually investing in research and development, we bridge the gap between heavy surfacing capability and ultra-precise automation, delivering systems that integrate seamlessly into modern manufacturing workflows.
We have an independent R&D team that develops, produces, and sells plasma cladding machine equipment. Our welding machines feature stable performance and maintain efficient, long-term operation. Additionally, the laser cladding equipment sold by the company effectively supports large-scale remanufacturing projects. We have mature technological means to provide complete sets of industrial equipment solutions, customized to meet European and Swiss quality directives.
Comprehensive portfolio of automated welding positioners, multi-axis robotic cladding cells, and dedicated component surfacing systems.






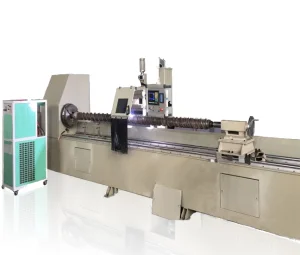

Supporting critical industrial requirements, from screw extrusion hardfacing to high-performance valve body reclamation.








Exploring engineering challenges solved by PTA cladding in critical modern industries.
The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. As industries such as petrochemical, chemical processing, and power generation scale operational temperatures, standard materials fall short. Automated PTA deposition guarantees the structural integrity of valve face seals and seats.

In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production downtime. Applying a specialized chromium carbide or tungsten carbide overlay via PTA welding on the screw flights prevents early abrasion and extends operational life by 3x.

In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Minimizing the dilution prevents the chemical properties of the base metal from degrading the wear-resistant properties of the high-alloy deposit layer.

In industries such as Oil & Gas, Mining, Power Generation, Cement, and Heavy Equipment Manufacturing, hardfacing is no longer just a repair process. It has become a critical technology directly related to equipment lifespan, downtime costs, maintenance frequency, and overall operating capital efficiency. Proactively cladding critical wear areas during production extends component performance and ensures high reliability.
In industries such as oil & gas, petrochemical, power generation, mining, and marine engineering, industrial valves are constantly exposed to severe operating conditions. These include high pressure, extreme temperatures, corrosive media, abrasive wear, and sand erosion. Applying precision plasma powder overlays guarantees leak-tight surfaces, stable seating, and high structural safety factors.
Crucial engineering and process inquiries related to PTA welding systems, applications, and performance criteria.
PTA (Plasma Transferred Arc) welding achieves dilution rates between 3% and 8% in a single pass due to the concentrated energy profile of the constrained arc. Manual metal arc (MMA) or Gas Metal Arc Welding (GMAW) processes typically yield dilution rates between 15% and 25%. Lower dilution prevents the base metal from diluting the alloying elements in the cladding, which preserves the microstructural wear and corrosion protection of materials like tungsten carbide or cobalt matrices.
Yes. PTA welding is an ideal method for depositing Tungsten Carbide (WC) particles suspended in a nickel, cobalt, or iron matrix (often called metal matrix composites or MMCs). The precise control over energy output and temperature distribution allows the operator to melt the matrix alloy without overheating or dissolving the hard tungsten carbide particles, retaining their abrasive wear protection characteristics.
While Laser Cladding provides a smaller heat-affected zone (HAZ) and slightly lower dilution, PTA welding offers higher deposition rates (up to 12 kg/h) and is significantly more tolerant of surface contaminants and fit-up variations. Additionally, the capital investment and maintenance costs for PTA systems are considerably lower, making them the preferred choice for heavy industrial applications like extruder screws, large valves, and mining machinery.
Yes. Our PTA and laser cladding systems can be configured to comply with CE directives, European electrical requirements (400V, 50Hz, 3-phase systems), and Swiss industrial safety standards. We integrate premium international brand components (such as Siemens PLCs and Schneider switchgear) to ensure long-term serviceability and technical reliability in Swiss factories.
We provide full-spectrum automation ranging from dedicated multi-axis CNC gantries (e.g., DLM-LC501) to 6-axis articulated robot arms integrated with synchronized welding positioners. These automated cells feature digital touchscreens, programmable PLC controllers, and integrated powder feeding mechanisms, allowing for fully unattended automated cladding of complex profiles like screw flights and valve gates.










For inquiries about our automated PTA systems, laser cladding machinery, pricing structures, or customized parameter configurations, please reach out to us. Our technical support team will respond within 24 hours.

