1 / 1
As the core part of plastic machinery, the screw's life is highly limited and it functions as a vulnerable spare part. In industrial applications, surface strengthening treatment (enhancing wear resistance, high temperature resistance, and corrosion resistance) of the screw is realized by plasma surfacing to meet demanding working conditions, improve production efficiency, and reduce equipment downtime maintenance.
Compared with other surfacing methods, plasma surfacing has many advantages because it uses a plasma arc as the heat source and alloy powder as the filler metal:
There are two kinds of arc generating devices inside the equipment, supplying non-transfer arc and transfer arc respectively. The negative electrodes of both power supplies are connected in parallel to the tungsten electrode (negative electrode) of the stack welding gun. The positive pole of the non-transfer arc power supply is connected to the nozzle of the stack welding gun, and the positive pole of the transfer arc power supply connects to the workpiece. Cooling water flows to the welding gun through the water-cooled cable to cool the nozzle and electrode. Argon enters the welding torch via a solenoid valve and rotameter. After the power is turned on, the non-transfer arc is ignited by a high-frequency spark. Then, the transfer arc is ignited by the conductive channel between the tungsten electrode and the workpiece created by the non-transfer arc flame. Once ignited, the non-transfer arc can be retained or cut off. It mainly uses the transfer arc to produce a molten pool on the surface of the workpiece.
Alloy powder is continuously supplied by the powder feeder according to specific needs, delivered to the welding gun via powder feeding gas (typically argon), and blown into the arc. The alloy powder is pre-heated in the arc column into a molten or semi-molten state, then sprayed into the molten pool of the workpiece where it fully melts, discharging gases and slag.
By adjusting the transfer arc and non-transfer arc currents, powder feeding volume, and other process parameters, heat transferred to the workpiece and melted alloy powder can be controlled. With the relative movement between the welding gun and the workpiece, the alloy pool gradually solidifies, yielding the required alloy deposit layer on the workpiece.
More than 90% of plastic machinery screw body material manufacturers use 38CrMoAl (Advanced nitriding steel), while some opt for 42CrMo.
As an advanced nitriding steel, 38CrMoAl is mainly used for nitriding parts requiring high wear resistance, high fatigue strength, and precise dimensions post-heat treatment. It is also ideal for nitriding parts with low impact loads but high wear resistance, including:
Nickel-based alloy powder (general nickel 60) and nickel-based carbide powder (adding an appropriate proportion of carbide powder with nickel 60 as base powder according to product demand).
Choose the alloy powder according to required properties (wear, corrosion, or high-temperature resistance). The thermal expansion coefficient of the alloy powder should be close to that of the matrix material to prevent cracking from shrinkage stress, which can also be controlled via preheating and heat preservation.
The alloy powder should be self-melting with good fluidity (spherical powder preferred) and uniform particle size (ideal particle size range: 150-300 mo). The powder feeding speed should remain uniform, typically at 10-30g/min, with a gas flow range of 2.0-2.5L/min.
The screw surface ready for surfacing alloy powder must be kept free of oil, rust, and obvious defects.
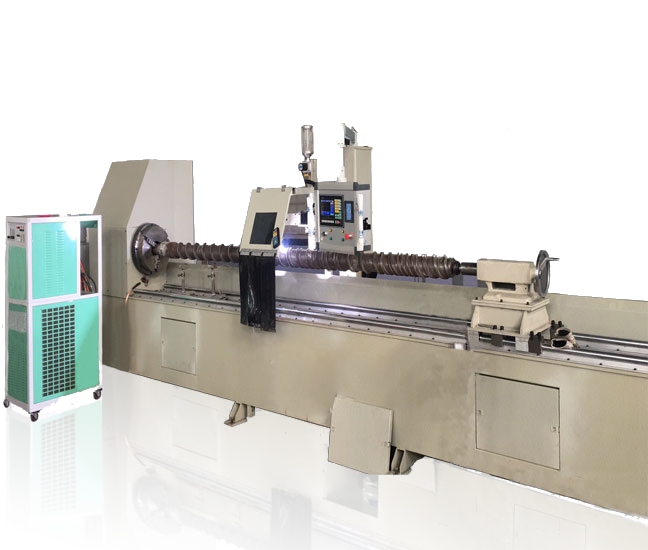
The system comprises a plasma powder welding machine and automatic welding equipment. Available plasma powder stack welding machines include:
The main power supply features a highly integrated design with superior performance and small volume. The refrigeration water tank is equipped with a high-power compressor, ensuring constant temperature cooling water for long-term, continuous operations.
Q1: Why does a plastic machinery screw require surface strengthening treatment?
A1: The screw is a core and highly vulnerable spare part in plastic machinery with a limited lifespan. Plasma surfacing provides wear, high temperature, and corrosion resistance to meet harsh working conditions, improve production efficiency, and reduce downtime for maintenance.
Q2: What are the main benefits of using plasma surfacing over other welding methods?
A2: Plasma surfacing offers high cladding speed, controllable penetration, a low dilution rate, and high powder utilization (over 75%). It produces flat, smooth, high-density surfacing layers of 0.5-5mm in a single pass without porosity or trachoma defects.
Q3: Which materials are most commonly used for the screw body?
A3: More than 90% of plastic machinery screw bodies are made from 38CrMoAl (advanced nitriding steel), and some are made from 42CrMo.
Q4: What types of alloy powders can be used for plasma surfacing?
A4: Nickel-based alloy powder (such as general nickel 60) and nickel-based carbide powder are commonly used. Additionally, cobalt-based, iron-based, and copper-based powder materials can also be selected and formulated based on specific requirements.
Q5: How can cracking be prevented during the powder surfacing process?
A5: To avoid high shrinkage stress that leads to product cracking, the thermal expansion coefficient of the alloy powder should be close to that of the matrix material. Cracking can also be controlled using preheating and heat preservation processes.
Q6: What models of plasma powder stack welding machines are available?
A6: Available models include the dml-v02bd (100A), dml-v03ad (160A), and dml-v03bd (300A). Power ranges from large to small and can be selected based on the specific working conditions.









