Explore our elite range of automated industrial surface treatment solutions. Designed for high durability, lower dilution rates, and extreme metallurgical performance.
A Comprehensive Technical Breakdown of Martensitic Transformation, Thermal Kinetics, and Industrial Hardening Physics
In modern metallurgical engineering, surface failure through wear, erosion, and fatigue is the primary limiting factor for heavy mechanical component lifespans. Traditional heat treatment methodologies, such as induction hardening and gas nitriding, are inherently restricted by thermal distortion, high power requirements, and lack of localized precision. Лазерная Закалка Металлов (laser hardening of metals) represents the absolute pinnacle of localized heat treatment. By leveraging high-density laser radiation (typically utilizing fiber or diode lasers with wavelengths ranging between 900nm to 1080nm), the metal surface is heated to just below its melting point in milliseconds. The surrounding cold mass of the substrate then acts as a massive heat sink, causing rapid self-quenching at cooling rates exceeding 104 °C/second.
This extreme cooling rate bypasses the diffusion-controlled processes of pearlite and bainite formation, directly converting austenite into a highly refined, uniform martensitic matrix. The resulting surface layer exhibits significantly higher hardness levels (typically 2 to 8 HRC points higher than conventional induction or flame quenching) and a deep compressive residual stress state, which drastically improves fatigue resistance.
The success of the Лазерная Закалка Металлов Оборудование (Laser Hardening Equipment) lies in the control over two thermal parameters: the peak surface temperature ($T_p$) and the interaction time ($t_i$). The interaction time determines the depth of carbon diffusion and austenitization. In low-carbon and alloy steels, precise heat control prevents grain growth in the austenitized region, keeping the martensite structure exceptionally fine. When hardening medium carbon steels (like AISI 1045 or 4140) and cast irons, our systems produce a refined martensitic layer with zero micro-cracking and a smooth transition to the ductile substrate core.
| Technology Process | Typical Hardness Depth (mm) | Heat Input / Distortion Risk | Cooling Mechanism Required | Post-Machining Needed |
|---|---|---|---|---|
| Laser Hardening (Лазерная Закалка) | 0.5 – 2.0 mm | Extremely Low / Negligible | Self-quenching (Conductive) | No (Direct to service) |
| Induction Hardening | 1.5 – 8.0 mm | Medium to High | Water / Polymer Quench | Yes (Grinding required) |
| Flame Hardening | 3.0 – 10.0 mm | High / Maximum distortion | Water spray / Air | Yes (Significant distortion) |
| PTA Hardfacing / Cladding | 1.0 – 5.0 mm (Overlay) | Moderate (Controlled dilution) | Controlled cooling | Optional (Process dependent) |
Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machine and Laser cladding machine for more than ten years with a strong technical background. Our dedication to innovation has established us as a globally respected brand in industrial surface remanufacturing and additive manufacturing systems.
We operate with the strict philosophy that metallurgical integrity and machine precision must go hand-in-hand. By combining advanced CNC motion systems, state-of-the-art laser diode technologies, and proprietary powder feeding mechanisms, we build machines that help global industrial companies reduce down-time, cut production costs, and extend component lifespans by up to 500%.


Our technical department houses an independent R&D team, which develops, produces and sells plasma cladding machine equipment. The welding machine has stable performance and can maintain efficient long-term operation. In addition, the laser cladding equipment sold by the company can effectively support large-scale remanufacturing projects. We have mature technological means to provide complete sets of industrial equipment solutions.
We can provide customized equipment, automatic laser cladding equipment, automatic plasma cladding equipment, intelligent robot cladding equipment, etc. according to customers' requirements, including special equipment in the industry, such as hydraulic rod cladding machine, pick cladding machine, valve cladding machine, etc.
High-end setups designed by Shanghai Duomu to meet specific metallurgical challenges and complex geometry workpieces.

Optimized for fine-powder deposition on valve seats and wear bushings.
Request Custom Quote
All-in-one system featuring integrated cooling and high-capacity feeder.
Request Custom Quote
High-flexibility design suitable for custom mechanical workshops and R&D centers.
Request Custom Quote
Multi-axis tracking system for turbine and compressor blade reconstruction.
Request Custom Quote
Rotary positioner system engineered for high-pressure industrial sphere valves.
Request Custom Quote
Fully automated robotic arm with integrated fiber laser head for 3D paths.
Request Custom Quote
Heavy-duty linear gantry setup optimized for extra-long hydraulic cylinder shafts.
Request Custom QuoteWhy Global Enterprise Buyers Choose Shanghai Duomu as their Strategic Partner in China
By operating in China's premier industrial machinery ecosystem, we leverage a vertical integration chain. We design and manufacture all plasma torches, powder feeders, and motion CNC gantries in-house. This reduces intermediate supplier markups, allowing us to pass significant cost savings to our clients while ensuring direct, strict control over build quality, component tolerances, and replacement parts availability.
International industrial equipment imports require compliance with safety and electrical directives. All Shanghai Duomu machines are built and certified under European CE directives, conforming to electromagnetic compatibility (EMC) regulations, low voltage directives, and international laser safety classes. For our CIS customers, we supply full EAC-compliant documentation to facilitate seamless customs clearance and commissioning.
A machine is only as good as its support network. We provide comprehensive localized engineering services, including overseas factory installation, calibration, and on-site operator training. With IoT-integrated remote support modules, our technical team in Shanghai can perform real-time diagnostic checks, update PLC software, and troubleshoot operations, keeping system downtime close to zero.
Procurement departments often overlook critical metallurgical performance parameters when buying cladding and surface hardening systems. When selecting Лазерная Закалка Металлов Оборудование, the ultimate goal is not just thermal output, but the structural integrity of the treated surface. Three metrics are crucial during evaluation:
Duomu equipment is proven to extend the service life of high-wear mechanical parts across demanding global industries.

Protects tillage teeth, harvester blades, and crop processing screws from abrasive soil wear and stone impacts.

Enables high-precision laser cladding of turbine rotor blades, engine vanes, and landing gear actuators to meet strict aerospace standards.

Applies high-durability tungsten carbide hardfacing to downhole drill stabilizers, mud motor rotors, and oil transport valves.

Rebuilds and hardens continuous caster rolls, hot-strip rollers, and guide plates to withstand extreme thermal cycling and high mechanical loads.
Insights, field tests, and application guides on PTA hardfacing, dilution rate calculations, and industrial valve protection.

The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. As industries such as petrochemical...
Read Technical Guide
In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production d...
Read Technical Guide
In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Whether you...
Read Technical Guide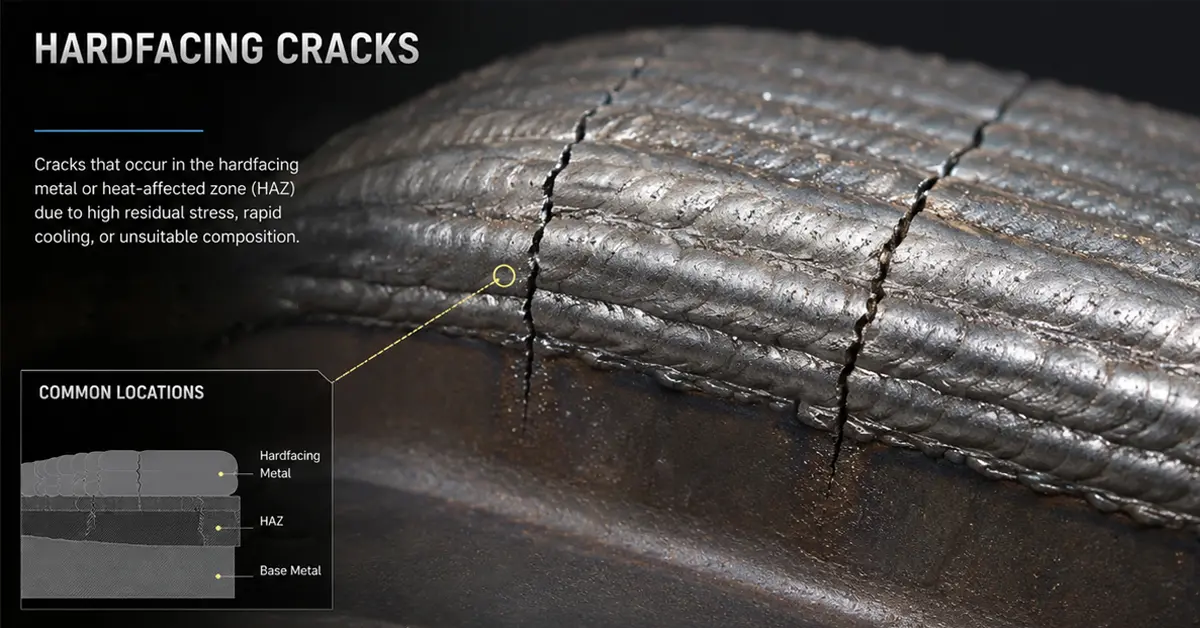
In industries such as Oil & Gas, Mining, Power Generation, Cement, and Heavy Equipment Manufacturing, hardfacing is no longer just a repair process. It has become a critical technology directly related to equipment lifespan, downtime costs, maintenance frequency, and...
Read Technical Guide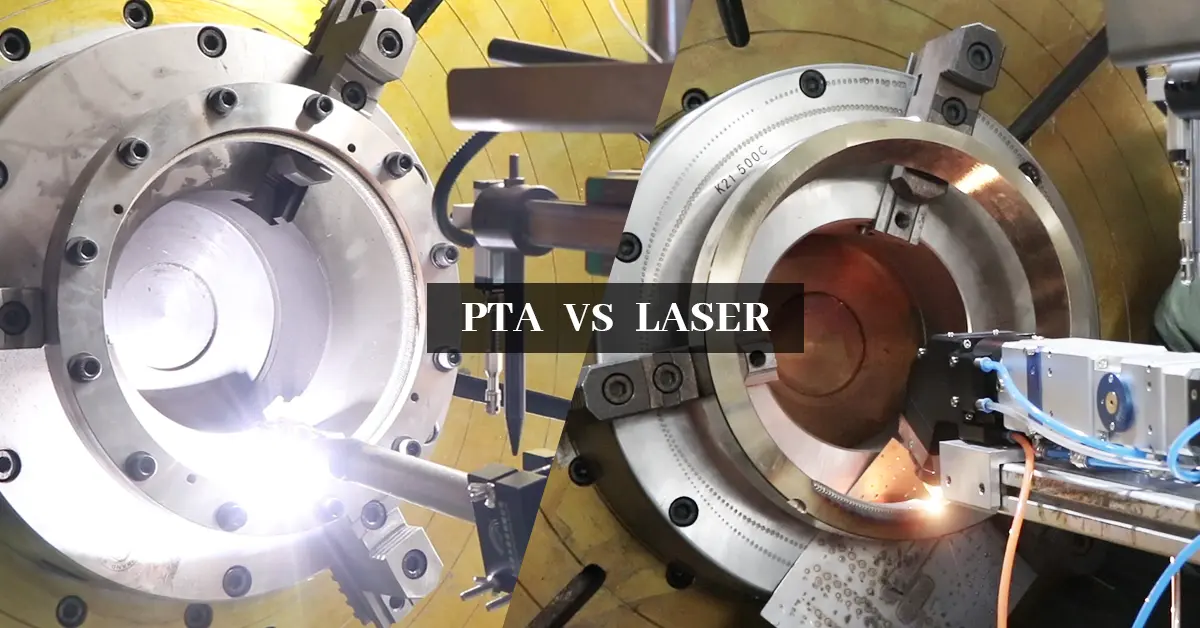
In industries such as oil & gas, petrochemical, power generation, mining, and marine engineering, industrial valves are constantly exposed to severe operating conditions including: - High pressure - Extreme temperatures - Corrosive media - Abrasive wear - Sand e...
Read Technical GuideGet answers to the most common engineering and design questions regarding laser surface processing from our R&D team.
High-durability hardware components, robotic platforms, and feed systems to complete your manufacturing cell.