







Tungsten Inert Gas (TIG) welding, also referred to as Gas Tungsten Arc Welding (GTAW), is renowned as the standard for high-precision, aesthetic, and defect-free welding operations. Yet, in modern industrial applications, the demands for extreme surface protection have expanded traditional TIG capabilities into specialized domains like Plasma Transferred Arc (PTA) cladding and Laser Cladding.
As leading manufacturers, we specialize in bridging the gap between precise, manual custom TIG processes and highly automated, high-deposition PTA cladding solutions. When dealing with extreme working environments—such as coal mining picks, valve seats, or hydraulic cylinders—standard TIG is often combined with automated metallurgy strategies to achieve low dilution rates, dense microstructures, and exceptional bonding strength.
Our engineering focus targets the core mechanics of arc stability. By using advanced, heat-resistant tungsten electrodes and robust 500A torches, we ensure that the thermal gradient remains localized. This mitigates the Heat-Affected Zone (HAZ), prevents base metal distortion, and achieves an exceptionally durable metallurgical bond with the substrate.

From standard maintenance tasks to customized deep-hole overlay cladding, our solutions cater to the demanding requirements of various heavy industrial sectors globally.




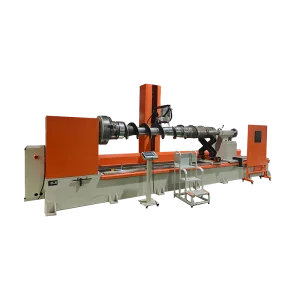
Equipped with dual powder feeding mechanisms to control alloy mixtures. Designed for high-stability overlays on rotationally symmetrical workpieces.

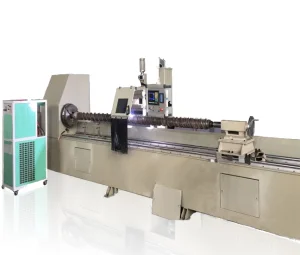
A multi-process design supporting PTA hardfacing, precision manual TIG, and automated repair tasks within a single, space-saving footprint.

Integrates multi-axis robotic control for precise laser cladding on irregular geometries, achieving minimum dilution and ultra-fine grain microstructures.

Engineered for sealing surface overlays. Features CNC controls to ensure uniform cladding thickness and minimal distortion on critical valve surfaces.

Uses robotic movement profiles and pyrometer control to harden steel surfaces selectively without quenching fluids, achieving high hardness depths.

Built specifically for large cylinders. Delivers continuous, high-deposition overlays of bronze or stainless steel to prevent marine and heavy-duty corrosion.

In hardfacing, the performance of the cladding layer depends on the dilution rate—the ratio of the melted substrate that mixes with the filler alloy. High dilution changes the chemistry of the wear-resistant layer, often making it brittle or less resistant to abrasion. Automated PTA (Plasma Transferred Arc) processes minimize this effect compared to standard manual arc welding. By controlling the plasma gas flow, powder feed rates, and travel speeds, our equipment achieves dilution rates of less than 5%, preserving the properties of the cobalt- or nickel-based alloy powders.
As the industry moves toward additive manufacturing, understanding microstructural evolution at the interface zone is key. Rapid solidification in laser cladding results in fine-grained dendrites that offer high toughness and wear resistance. In contrast, PTA welding provides a deeper metallurgical bond, making it suitable for high-impact applications like mining picks and heavy excavating equipment.
Operating from Shanghai, China, Shanghai Duomu integrates regional raw material sourcing with complete manufacturing control. Our direct access to raw materials—such as high-purity tungsten, nickel-based superalloys, and cobalt powders—helps insulate production from global cost volatility. We manage every step of production in-house, from structural gantry fabrication to CNC control integration and plasma torch assembly.
Our localized supply chain enables fast adaptation. When a client requires custom fixtures for unique geometries (such as large ball valves or deep hole drill pipes), our engineering team can modify design schematics and produce functional prototypes in days rather than weeks. This production agility reduces lead times for export-ready machinery and ensures that all equipment is built to withstand continuous industrial use.
Modern manufacturing demands compliance with international engineering standards. We design our equipment and consumable components in accordance with ASME Section IX (Welding and Brazing Qualifications), AWS D1.1 (Structural Welding Code), and European CE directives. By aligning our QA protocols with these codes, we ensure that our automated systems integrate smoothly into established production plants worldwide.
For operations in North America and Western Europe, this compliance simplifies workplace safety and quality audits. Whether you are surfacing valve seats for chemical process lines or cladding turbine blades for regional power plants, our documentation packages provide full traceability for raw materials, heat treatments, and non-destructive testing (NDT).
Industrial sustainability is increasingly focused on repairing components rather than replacing them. High-energy manufacturing of replacement components requires significant carbon resources. Hardfacing and laser cladding offer a lower-carbon alternative by extending the operational life of existing equipment. Surfacing a worn mining pick, a fluid valve, or a hydraulic ram uses a fraction of the raw materials and energy needed to forge a new unit, helping companies meet circular economy targets while lowering maintenance costs.

Valves in petrochemical plants handle high pressures, temperatures, and corrosive media. Our automated PTA systems apply a cobalt-based Stellite alloy to the seating face, extending the valve's service life in aggressive chemical environments.

Screw conveyors in coal mining and cement manufacturing experience heavy wear. Continuous plasma cladding on the flight edges reduces unplanned downtime and maintains conveyor throughput under abrasive loads.

Our research focuses on adjusting the electrical parameters of plasma transfers to keep dilution below 5%. This precise control maintains the hardness and integrity of the hardfacing layer, reducing wear rates in high-stress applications.
Automated PTA (Plasma Transferred Arc) cladding offers significantly higher deposition rates, lower dilution (typically under 5%), and greater consistency compared to manual TIG. This makes it ideal for high-volume manufacturing and heavy surfacing applications where uniform alloy distribution and minimal thermal distortion are required.
The dilution rate measures the mixing of base metal into the deposited alloy layer. High dilution can alter the chemical composition of the hardfacing layer, reducing its wear and corrosion resistance. Precise control of welding parameters helps maintain the desired properties of the cladding material.
We rely on our internal technical department and independent R&D team to manage every stage of development. Our quality control processes include material traceability checks, precise calibration of arc controls, and comprehensive test runs before shipping. Each machine is configured and tested to match the client's specific application requirements.
Yes. Our multi-axis robotic laser cladding systems use advanced kinematic path planning to maintain the proper torch angle and standoff distance over complex geometries, such as turbine blades, extrusion screws, and curved valve seats.
















Contact our technical department today. Our engineering team will review your specifications and provide a custom proposal within 24 hours.
Get in Touch