Precision-engineered systems for hardfacing, localized surface modification, and commercial cladding operations.








A comprehensive whitepaper overview on performance metrics, cladding system execution, and industrial application engineering.
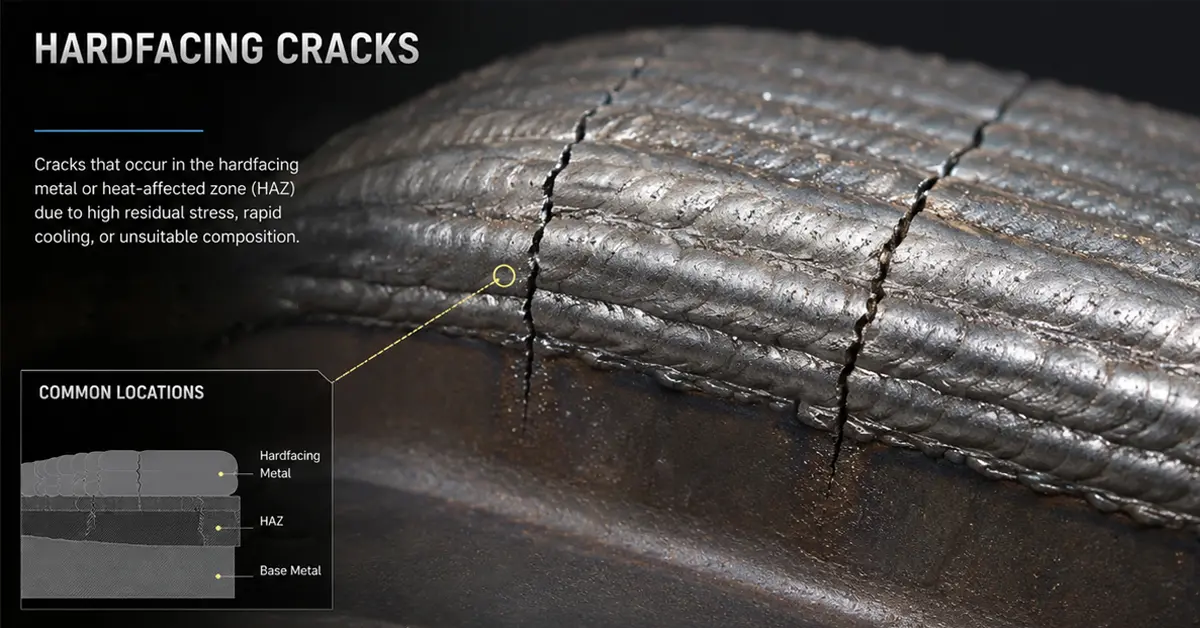
High-density laser cladding yields a highly refined metallurgical bond with dilutions below 3%. Rapid thermal cycling produces fine dendritic microstructures, minimizing the Heat-Affected Zone (HAZ) and thermal deformation compared to conventional arc processes.
Engineered carbide dispersions (e.g., Ni-based tungsten carbide) applied via localized cladding protocols achieve surface hardness ratings up to HRC 65+, extending component wear life by 300% to 500% under high-corrosion, high-stress conditions.
Our system architectures integrate real-time melt pool imaging and pyrometric feedback. This design maintains steady energy density and powder feed consistency, reducing structural porosity to less than 0.1%.
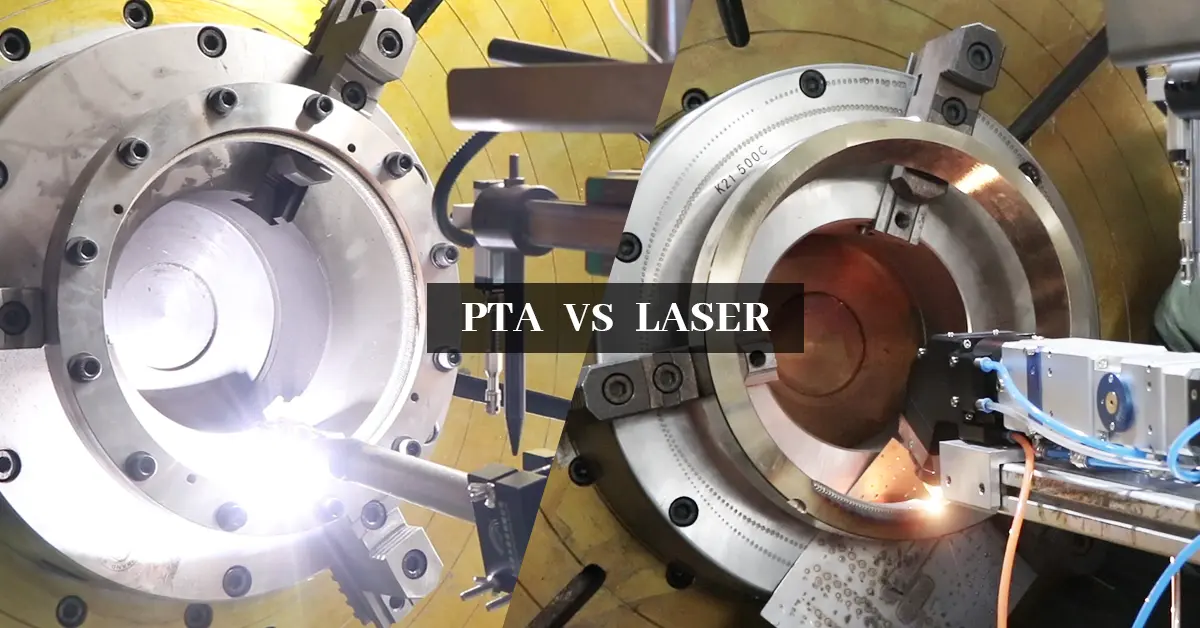
Technical evaluation comparing laser cladding, PTA hardfacing, and conventional arc thermal spray methods.
| Operational Parameters | Laser Cladding Systems | PTA Surfacing (Plasma Transferred Arc) | Thermal Spraying (HVOF / Plasma) |
|---|---|---|---|
| Bonding Character | Metallurgical (Fusion zone width: 0.1 - 0.5 mm) | Metallurgical (Fusion zone width: 0.5 - 2.0 mm) | Mechanical/Physical Adhesion (Low strength) |
| Typical Dilution Rate | 1% - 3% (Highly controlled) | 5% - 12% (Moderate blending) | 0% (No substrate melting) |
| Heat-Affected Zone (HAZ) | Ultra-Narrow (0.2 mm - 0.8 mm) | Moderate (1.5 mm - 3.5 mm) | Negligible (Substrate stays below 150°C) |
| Deposition Density & Porosity | Dense, Pore-free (Porosity < 0.1%) | Highly Dense (Porosity < 0.5%) | Porous structure (Porosity 1.0% - 3.5%) |
| Thermal Distortion Risk | Minimal (Precise energy targeting) | Moderate (Demands substrate preheating) | Low (Low thermal input) |
| Optimal Coating Thickness | 0.5 mm - 2.5 mm per single pass | 1.5 mm - 5.0 mm per single pass | 0.1 mm - 1.0 mm |

Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machines and Laser cladding machines for more than ten years, supported by a strong technical background. Our facilities focus on high-reliability industrial automation, enabling the production of hardfacing and laser deposition systems for wear protection and precision rebuilding.
By blending CNC automation, advanced motion control, and high-purity powder feeders, we help heavy industries maintain high system availability, lower maintenance costs, and extend tooling lifespans.

Our independent R&D team designs, tests, and builds plasma and laser cladding equipment. Our systems are built to withstand continuous industrial operations in heavy manufacturing environments. Additionally, our industrial laser cladding equipment is structured to support large-scale remanufacturing projects.
We provide complete, integrated industrial equipment solutions. These range from Multi-Axis Gantry units to Articulated Robotic Integrations with closed-loop controls, ensuring precise metal powder deposition under demanding processing parameters.
Duomu cladding systems are utilized across aerospace, nuclear, petrochemical, mining, and agricultural sectors.




Custom-built automated setups engineered for specific components, including hydraulic rods, shear blades, ball valves, and industrial shafts.







Specifically engineered for continuous shaft and heavy duty hydraulic cylinders. Delivers high-density coatings that resist mechanical wear, pressure spikes, and corrosive marine conditions.
Review Structural DesignKey development directions shaping the future of industrial surface modification and laser powder deposition.
Ultra-high-speed laser cladding (EHLA) techniques melt the powder particles in the path of the beam before they reach the substrate, allowing for deposition speeds up to 100 times faster than conventional laser cladding. This approach produces thin, low-stress coatings on components like brake discs, hydraulic rods, and industrial rotors.
Using multi-hopper volumetric powder feeders, our cladding heads can generate custom alloys within the melt pool. This capability facilitates the creation of functionally graded materials (FGMs), transitioning from highly ductile alloys at the bonding boundary to wear-resistant carbide matrices at the outer surface.
By integrating optical pyrometry and melt-pool spatial vision sensors directly into the CNC controller, our systems adjust laser power dynamically. This maintains a stable dilution rate despite temperature changes across complex geometries.
A selection of real-world reports and analyses detailing hardfacing and wear-resistant applications across heavy industries.
"The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness."

"In mining, cement, and power generation, screw conveyors are vital components. Hardfacing screw flights directly reduces unplanned down-time and limits production loss caused by abrasive media."

"Dilution control is the key to surface cladding quality. Keeping the dilution rate low ensures the alloy coating retains its target corrosion and wear resistance without excessive substrate mixing."

"In Oil & Gas, Mining, Power Generation, and Heavy Equipment Manufacturing, hardfacing is a critical maintenance practice. It directly influences overall equipment lifespan and operational costs."
"Industrial valves operating in offshore environments are constantly exposed to high pressure, extreme temperatures, and corrosive seawater. Applying an Inconel 625 laser cladding layer helps prevent early chemical erosion."
Detailed explanations regarding cladding systems, coating microstructures, and operational parameters.










Precision torches, systems, and specialized materials designed for custom industrial surfacing lines.








Submit your component specs, CAD layout requirements, or raw material questions. Our engineering support team will contact you within 24 hours.