Engineered for high dilution control, extreme durability, and seamless automation in the Toronto Industrial Sector.




The Greater Toronto Area (GTA) and southern Ontario stand as the industrial heartland of Canada. With major sectors spanning automotive manufacturing, aerospace structures, petrochemical refining, steel fabrication, and plastics processing, the demands placed on mechanical parts are staggering. Severe sliding abrasion, corrosive fluids, impact stresses, and extreme temperatures continuously degrade critical machinery components, costing billions in unplanned downtime and component replacement.
This is where Plasma Transferred Arc (PTA) Welding comes in. As an advanced overlay process, PTA utilizes a high-energy, constricted plasma arc to melt both the surface of the base metal and an alloy feeding powder. The metallurgical bond created via PTA hardfacing is vastly superior to traditional thermal sprays or standard arc welding options like MIG or TIG. By creating a true atomic bond with extremely low dilution (typically 3% to 8%), PTA enables local Toronto manufacturers to coat standard steel sub-structures with wear-resistant cobalt, nickel, or tungsten carbide alloys.

Understanding the microstructural, thermal, and economic characteristics of modern overlay technologies.
| Property / Parameter | Plasma Transferred Arc (PTA) | Laser Cladding (DED) | High-Velocity Oxygen Fuel (HVOF) |
|---|---|---|---|
| Bond Quality | Metallurgical (Fusion weld, 100% dense) | Metallurgical (Fusion weld, 100% dense) | Mechanical Bond (Physical adhesion) |
| Dilution Rate | Low to Medium (3% - 10%) | Very Low (1% - 5%) | Negligible (<1%) |
| Coating Thickness Range | 1.0 mm to 6.0 mm per single pass | 0.2 mm to 2.5 mm per single pass | 0.1 mm to 1.5 mm total thickness |
| Deposition Rate | High (Up to 12 kg/hr) | Medium (1.5 - 5 kg/hr) | Medium (2 - 8 kg/hr) |
| Equipment Capital Cost | Moderate (Excellent ROI for mass production) | Very High | Moderate to High |
| Common Material Formats | Powders (Cobalt, Nickel, Tungsten Carbide) | Powders & Wire | Powders only |
Currently, our customized PTA cladding and laser surfacing technologies have successfully penetrated crucial sectors.





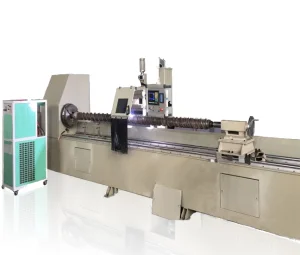
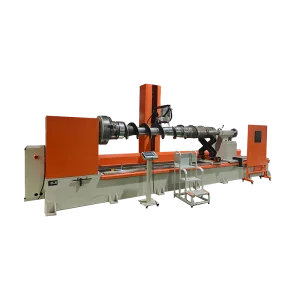
Our company maintains a fully independent R&D technical department comprised of materials engineers, mechanical designers, and automation experts. We design, manufacture, and market advanced PTA surfacing robots and high-precision laser cladding systems. The systems are engineered to withstand the rigorous demands of 24/7 industrial manufacturing cycles.
Furthermore, our laser cladding lines deliver the structural consistency and power precision required to support massive remanufacturing operations. From custom software integrations to turnkey automation workcells, our design office offers localized support to match Toronto standards and heavy industrial safety directives.
In modern industrial sourcing, international OEMs demand high flexibility, reliable component lifespans, and minimal supply chain risks. PTA welding systems have transitioned from a specialized repair option into a baseline manufacturing requirement. Leading buyers in the petrochemical, valve manufacturing, mining, and screw extruder fields seek automated systems that combine rapid deposition rates with low distortion risks.
Our Toronto regional positioning addresses these procurement demands directly. By providing direct access to specialized automated PTA systems, local operators receive:
Direct supply paths for heavy-duty production machinery configured for automated industrial workflows.







Explore specialized automation units, laser hardening equipment, and heavy-duty plasma torches designed for global manufacturing lines.








By integrating optical pyrometers and high-speed infrared sensor cameras directly into our plasma and laser cladding systems, we monitor the temperature distribution of the weld pool in real-time. The system automatically adjusts wire feeding speeds or powder carrier gas rates to guarantee a defect-free layer.
Instead of scrapping expensive extruder screws, drill collars, or hydro-power turbines, PTA and laser cladding allow localized repair. Deposition is limited to worn sections, reducing carbon emissions and raw material consumption by up to 80% compared to new component fabrication.
Our systems integrate advanced multi-axis CNC controllers and robotic positioners. This enables precise pathing on complex geometries like screw flights, valve seats, and variable-angle agricultural blades, securing consistent bead thickness and minimal dilution.
How global industrial clients solve severe wear issues using our PTA cladding and laser technologies.
"The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. As industries such as petrochemical, power generation, and gas processing continue to raise their benchmarks, using automated systems like the FB-200P has helped us secure zero-leak performance metrics."

"In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production delays. Standardizing on the DLG-NC401 system for flights surfacing has reduced downtime by 400% across our processing plants."

"In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Controlling this factor using the DNC2000 system ensures we get maximum hardfacing benefits without degrading the underlying tool steel properties."

Get authoritative answers regarding dilution rates, metallurgical characteristics, substrate limitations, and setup recommendations.
Our automation units integrate and deploy with trusted industrial control, robotic pathing, and gas control equipment.




