Engineered to meet stringent industrial standards, providing precise metallurgical bonding, wear resistance, and long-term durability.

TIG welding, known inside Japan as ティグ 溶接 (Tungsten Inert Gas welding), and globally categorized as Gas Tungsten Arc Welding (GTAW), remains the absolute gold standard for clean, slag-free, and exceptionally precise structural weldments. Over the past decade, the requirements of heavy industries—such as aerospace, marine defense, and petro-chemical engineering—have pushed traditional manual TIG welding to its physical limits. Today, the global manufacturing sector demands automated, high-deposition, and highly reproducible processes.
To bridge the gap between traditional manual precision and high-volume industrial throughput, technologies such as Plasma Transferred Arc (PTA) cladding and automated robotic TIG setups have emerged. These technologies utilize non-consumable tungsten electrodes combined with precise powder feedstocks or automatic wire feeders, providing an outstanding metallurgical bond. This hybrid approach enables manufacturers to apply high-performance overlays, such as cobalt-based Stellite or nickel-chromium alloys, to lower-grade base metals, extending equipment lifespans up to 10 times.

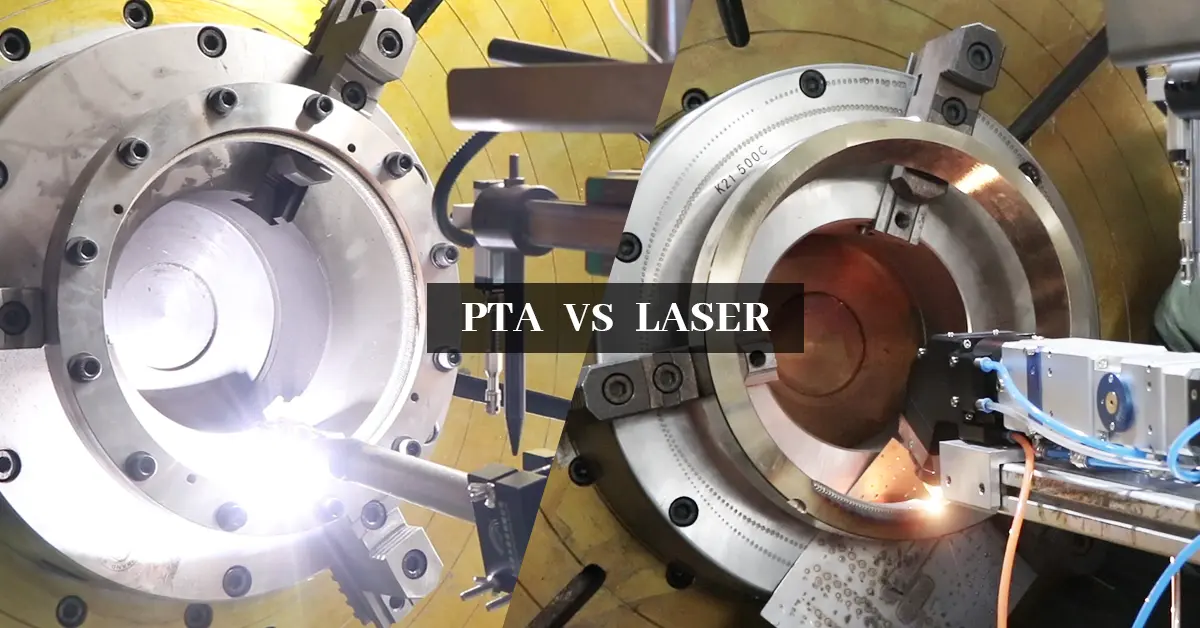
Understanding which high-precision thermal process is best suited for your surface modification, hardfacing, or joint-welding requirements.
Primary Function: Structural joints, precise root passes, thin-gauge sheet welding, and detailed repair work.
Key Advantages: Superior control over heat input, spatter-free arcs, and compatibility with a wide range of exotic alloys like titanium, Inconel, and aluminum. Ideal for localized rebuilds.
Primary Function: High-deposition wear protection, corrosion-resistant cladding, and rapid surface alloy rebuilding.
Key Advantages: High thermal concentration, lower dilution rates (typically 5% to 15%) compared to GMAW, and ability to handle coarse alloy powder formulations (e.g., tungsten carbide matrix).
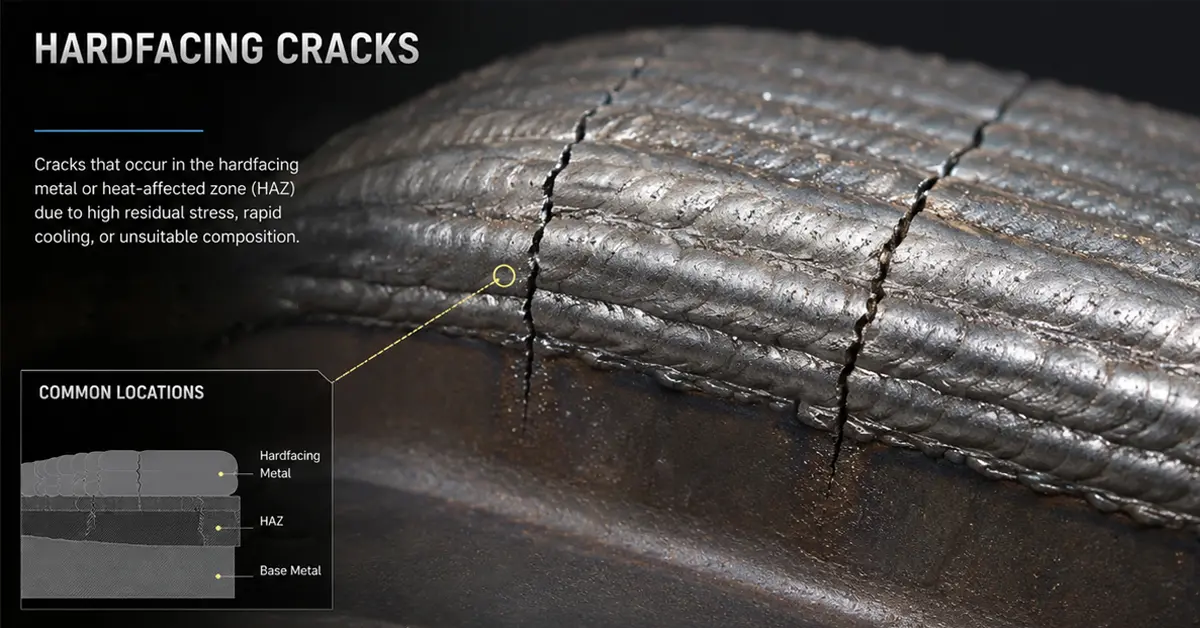
Primary Function: Extreme-precision hardfacing, minimized Heat Affected Zone (HAZ), and minimal thermal distortion.
Key Advantages: Minimal dilution rates (<5%), fast cooling rates yielding excellent fine grain structures, and robotic path precision for complex geometries like turbine blades.

Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machines and Laser cladding machines for more than ten years with a strong technical background. Our specialized focus allows us to offer both standardized setups and custom-tailored automated configurations to clients globally.
We boast an independent, top-tier R&D team that develops, produces, and sells plasma cladding machine equipment. Our welding machines feature highly stable performance profiles, maintaining efficient long-term operations even under continuous industrial shifts. In addition, the laser cladding equipment sold by the company can effectively support large-scale remanufacturing projects. We have mature technological means to provide complete sets of industrial equipment solutions, ensuring your operational investments translate to structural durability.
At present, our products have successfully penetrated key sectors requiring high protection against abrasion, erosion, high-temperature oxidation, and cavitation.




Proven operational parameters that ensure lower cost of ownership and higher processing speeds.
From custom valve rebuilds to heavy conveyor repair systems, we supply automated packages engineered to decrease downtime.
We can provide customized equipment, automatic laser cladding equipment, automatic plasma cladding equipment, and intelligent robot cladding equipment according to custom engineering drawings. This includes special equipment tailored specifically to standard industrial components such as:
By shifting from manual processes to our CNC numerical controls and 6-axis robotic units, factories eliminate human welder fatigue variables, standardize deposit thickness, and save up to 40% on consumables cost annually.

DML-V03CD Surfacing Unit

Integrated PTA Welder
Where is the industry heading? Discover key engineering pathways defining next-generation surface processing.
Incorporating high-speed infrared thermal imaging cameras and laser sensors directly into automated TIG and PTA torches. By monitoring melt pool temperatures and adjust wire feeding speeds dynamically, machines achieve virtually zero defect deposits.
Moving beyond basic nickel and cobalt powder structures. Future operations are integrating nanostructured chromium carbide and tungsten carbide elements directly into the alloy flow, increasing fracture toughness and hardness at temperatures exceeding 800°C.
Transitioning from static coordinate positioners to intelligent 6-axis systems that use automated vision programming. These robots reconstruct the 3D topology of worn-down components (such as complex screw conveyor sections or turbine blade tips) and dynamically map optimal welding paths without CAD models.
Address specific engineering challenges encountered by global procurement and technical managers.
Dilution refers to the mixing of the base metal into the applied overlay. If dilution is too high, it pollutes the surface chemistry of the expensive hardfacing layer (like Cobalt Stellite), significantly reducing its wear resistance. Our PTA and Laser Cladding systems restrict dilution rates to between 3% and 10% (whereas traditional GMAW/SMAW processes often exceed 20-30%), preserving alloy integrity on the outer wear surface.
For ball valves operating in abrasive oil sands or high-pressure steam pipes, even minor surface anomalies lead to localized turbulence, seat erosion, and valve failure. Custom systems like our DQF-LC602 automate rotation and torch feed, providing a completely uniform overlay width, ensuring strict compliance with ISO and API standards while reducing reject rates by up to 95%.
Yes. PTA cladding processes allow for direct injection of spherical tungsten carbide (WC-Co) particles into the molten weld pool created by the plasma arc. Because the thermal energy density is extremely high and focused, the base alloy is melted quickly with minimal thermal disintegration of the carbide crystals, producing a hard, abrasion-resistant carbide matrix cladding.
We assess client requirements through a multi-step engineering review process: 3D CAD modeling, custom torch configurations (such as our custom bore welding torches for internal pipe IDs), PLC control programming adjustments, and test runs. Our technical team handles standard requirements to complex multi-axis geometric challenges.
Additional specialized equipment configurations manufactured to withstand heavy industrial operation and precision refurbishment.



Read about real-world engineering insights, dilution rate analysis, and practical solutions implemented across industries.
The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. As industries such as petrochemical, gas processing, and power generation scale, components require superior metallurgical security.

In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production downtime. Automated PTA hardfacing has proven to be the optimal repair solution.

In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Keeping dilution minimal ensures the wear-resistant properties of the cobalt/nickel powders are not compromised.

In industries such as Oil & Gas, Mining, Power Generation, Cement, and Heavy Equipment Manufacturing, hardfacing is no longer just a repair process. It has become a critical technology directly related to equipment lifespan, downtime costs, maintenance frequency, and structural reliability under extreme mechanical stress.
In industries such as oil & gas, petrochemical, power generation, mining, and marine engineering, industrial valves are constantly exposed to severe operating conditions including high pressure, extreme temperatures, corrosive media, and abrasive wear or sand erosion.
For inquiries about our products, specialized torches, or price list, leave us a message. We will be in touch within 24 hours.