Explore our high-performance, heavy-duty machinery custom-engineered to meet stringent industrial application standards worldwide.
Tungsten Inert Gas (TIG) welding, historically known as Gas Tungsten Arc Welding (GTAW), has stood as the benchmark for high-quality, slag-free metallurgical joints across global supply chains. However, as heavy machinery, subsea petrochemical components, aerospace engines, and power generation turbines push the limits of operational stress, traditional manual and semi-automatic TIG technologies are evolving. Modern production facilities are transitioning toward automated Plasma Transferred Arc (PTA) cladding and precision Laser Cladding to realize extreme wear resistance, minimized heat-affected zones (HAZ), and lower dilution rates.
In the international industrial arena, China has established itself as the primary epicenter for high-precision welding machinery manufacture. Operating at the convergence of advanced robotics, CNC system integration, and metallurgical powder chemistry, top-tier Chinese factories now deliver custom, high-throughput systems that compete directly with European and American high-end builders. The commercial demand is fueled by the economics of life-extension engineering: instead of replacement, critical wear components are systematically remanufactured using automated cladding techniques, conserving material raw resources and slashing operational downtime.

To comprehend the significance of China's TIG welding and PTA cladding factories, one must examine the metallurgical physics underpinning these processes. Classical TIG welding utilizes a non-consumable tungsten electrode to strike an arc, heating the base metal while a filler wire is introduced to form a weld pool. While offering pristine control, classic TIG is limited in deposition rate, presents high heat input which can deform thin-walled geometries, and exhibits a high dilution rate (where the base metal elements mix extensively with the cladding overlay, degrading the overlay properties).
Ideal for precise, high-purity joint configurations. Utilizes inert shielding gas (Argon or Helium) to protect the weld zone. S-TIG (Special/Advanced TIG) systems provide ultra-stable pulsing to control the keyhole weld pool, reducing structural thermal distortion in thin alloys.
An evolutionary leap from TIG. By constricting the arc through a copper nozzle, energy density increases exponentially. Powdered alloys (Stellite, Colmonoy, Tungsten Carbide) are fed directly into the plasma stream, achieving high deposition rates and a dilution rate below 5-10%.
The pinnacle of precision surfacing. A highly concentrated laser beam acts as the heat source to melt dynamic alloy powder stream onto the base substrate. This creates a metallurgical bond with minimum dilution (typically <5%) and an extremely narrow heat-affected zone.
For global procurement officers, choosing a supplier requires checking their technical mastery of these three technological routes. Shanghai Duomu has bridged these technologies, creating automated hybrid platforms capable of executing classic S-TIG joint welding alongside advanced PTA and laser surfacing, ensuring components undergo the optimal thermal process sequence.
At present, Shanghai Duomu's products and customized cladding systems have penetrated deeply into critical sectors that mandate rigorous compliance and mechanical reliability. Our engineered solutions are actively deployed in the following environments:

Providing high abrasive wear resistance for components like soil-engaging tools, tillers, and cutter blades. PTA surfacing applying cobalt/nickel-base powders or tungsten carbide matrix composites significantly extends tool life in abrasive soils.

Meeting extreme tolerances and materials validation (titanium, superalloys). Laser cladding restores turbine blade tips and high-stress rotor shafts back to original specifications with minimal thermal stress and superior microstructural properties.

Valves, drill collars, stabilizer bands, and mud pump liners suffer from intense corrosive fluids and abrasive sands. Cladding corrosion-resistant alloys (Inconel 625) via PTA preserves critical dimensions under high pressures.

Caster rolls, hot forging dies, and extrusion tooling must withstand cyclic thermal fatigue. Our automated cladding solutions deposits specialized tool steel alloys to prevent thermal checking and spalling.

Shanghai Duomu has been a leading manufacturer and exporter of PTA cladding machine and Laser cladding machine for more than ten years with a strong technical background. Our corporate ethos is anchored upon solving surface performance challenges through custom automation.
Our independent R&D team designs, develops, and builds advanced plasma cladding equipment. The welding systems feature stable arc characteristics, high duty-cycles, and intuitive controls to maintain efficient, long-term industrial operations. In addition, the laser cladding equipment sold by the company effectively supports large-scale remanufacturing projects. We possess the process validation experience and engineering resources to provide complete sets of industrial equipment solutions.
We understand that modern factories do not just buy hardware—they invest in processes. This is why our laboratory offers alloy powder testing, metallographic analysis, and deposition optimization to ensure every system achieves target dilution, hardness, and deposition profiles right out of the box.
We provide customized industrial solutions tailored to the strict geometric and metallurgical specifications of our clients. Below is a subset of our specialized cladding machine catalog:

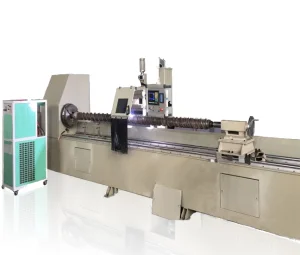
Designed for high-precision, low-heat hardfacing on small to mid-sized mechanical components requiring precise powder delivery.

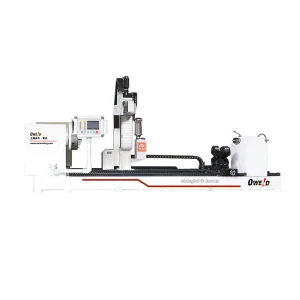
A versatile workhorse platform uniting multi-axis motion controls with proprietary high-efficiency plasma powder torches.

Heavy-duty modular system optimized for wide bead profiles, heavy overlays, and complex component geometries.

High-precision system designed to repair aerospace, gas turbine, and steam generator blades with minimal thermal distortion.

Specialized robotic system engineered to weld and clad spherical surfaces on high-pressure industrial ball valves.

Autonomous multi-axis robot configured for localized laser hardening surface heat treatment without dimensional deformation.
The industrial cladding sector is progressing along a roadmap centered on digitalization, automation, and closed-loop process control. As modern factories transition to Industry 4.0 paradigms, the technical expectations for China's welding machinery manufacturers are rising.
Integration of high-speed optical cameras, thermal pyrometers, and sensor feedback loops. These tools monitor the temperature profiles of the weld pool and adjust laser power or arc current dynamically, eliminating defects like porosity and microcracks during execution.
Combining PTA or Laser cladding directly with subtractive CNC machining operations on a single unified platform. A component is clad and subsequently milled to final dimensions on the same setup, ensuring geometric tolerances and eliminating setup errors.
The commercial shift toward sustainability is driving massive investments in remanufacturing. Extending the operating life of steel mill rollers, valve seats, and mining wear plates reduces energy consumption and carbon emissions by up to 70% compared to casting a new steel part.
To assist engineering and procurement professionals in evaluating surface technologies, we publish detailed field reviews based on ongoing research:
"The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness..."

"In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production downtime..."

"In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate..."

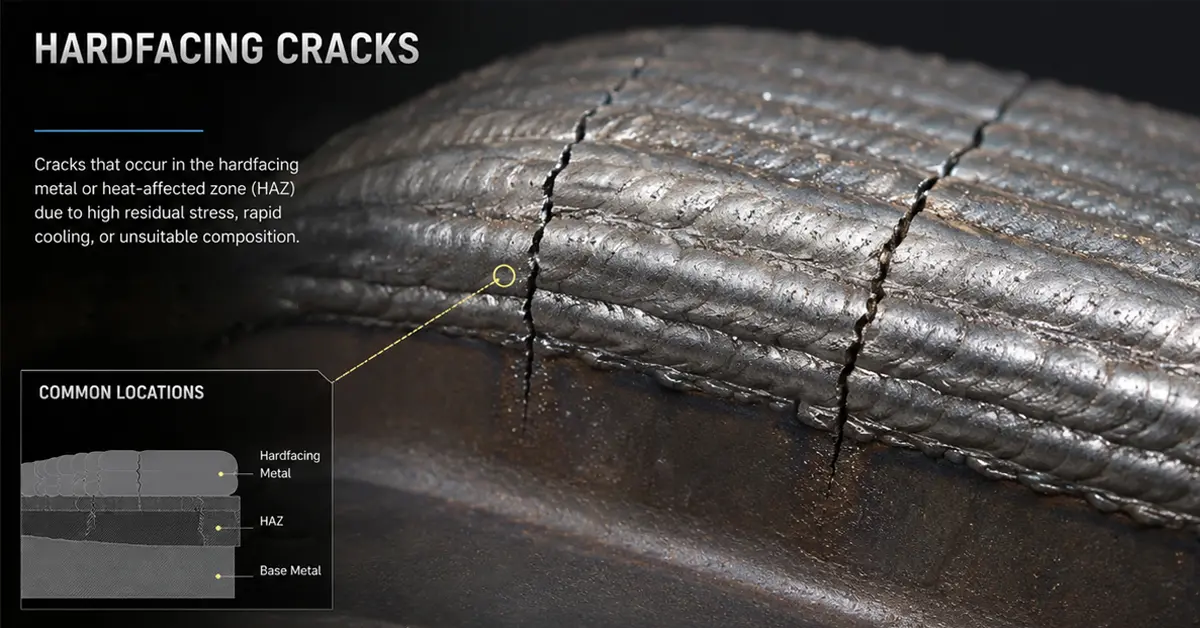
In industries such as Oil & Gas, Mining, Power Generation, Cement, and Heavy Equipment Manufacturing, hardfacing is no longer just a repair process. It has become a critical technology directly related to equipment lifespan, downtime costs, maintenance frequency, and process safety.
In oil & gas, petrochemical, and power generation, industrial valves are constantly exposed to severe operating conditions including: high pressure, extreme temperatures, corrosive media, abrasive wear, and sand erosion.
Find detailed technical explanations regarding performance, applications, and system deployment below.
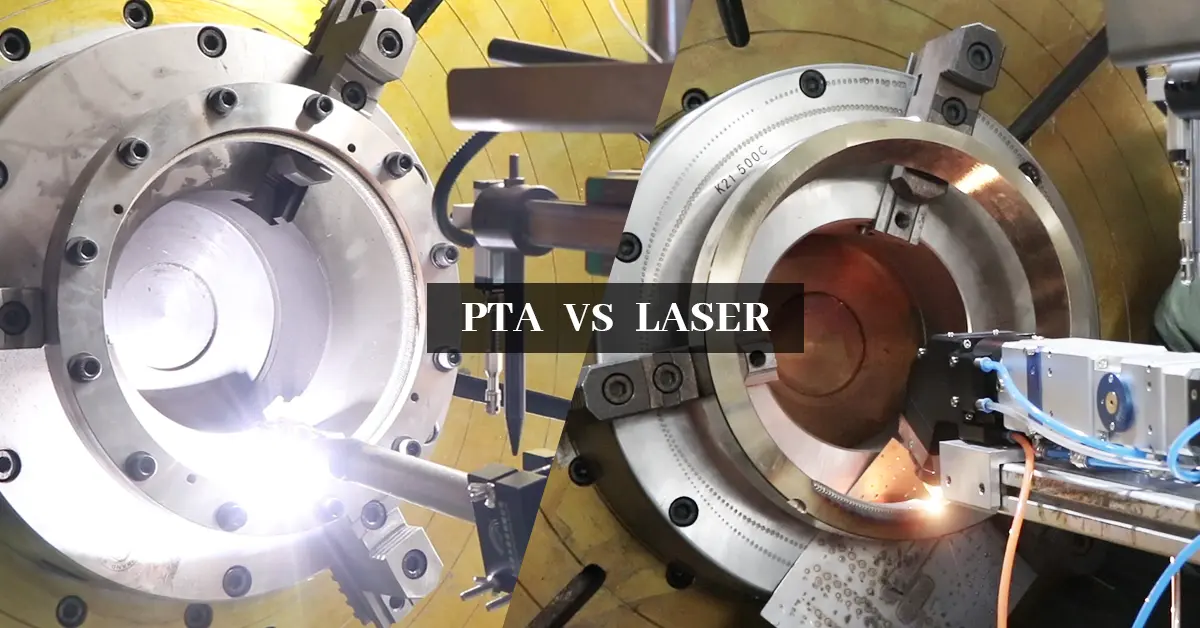
While both processes utilize a tungsten electrode, TIG (Tungsten Inert Gas) welding produces an unconstricted arc that directly transfers heat to the base metal, usually deploying a solid wire filler. This results in relatively high heat input and a high dilution rate (often 15% to 30%). PTA (Plasma Transferred Arc) cladding constricts the arc through a specialized nozzle layout, creating high energy density. The cladding material is introduced as a fine powder directly into the constricted plasma stream, allowing deposition with a low dilution rate (typically under 10%) and precise overlay thickness.
The dilution rate measures how much of the melted base metal mixes with the cladding material. For example, if a cobalt-base alloy (Stellite) is clad onto a carbon steel substrate with a high dilution rate, the iron from the substrate migrates into the overlay. This contamination reduces the wear resistance, hardness, and corrosion resistance of the protective coating. Achieving a low dilution rate (using PTA or Laser cladding) ensures the surface preserves the full properties of the selected alloy powder in a thin deposit layer.
Yes. Shanghai Duomu manufactures large-scale systems such as the DYY-LC501, which are built specifically for industrial shafts and hydraulic rods. Laser cladding deposits precise, dense layers with low heat input. This keeps substrate deformation to a minimum, meaning long shafts can be repaired and returned to service with minimal post-weld straightening or machining.
Our cladding systems support a wide variety of engineering alloy powders. These include Cobalt-based alloys (Stellite series) for high-temperature wear/corrosion, Nickel-based alloys (Colmonoy series) for corrosion resistance, Iron-based alloys for cost-effective build-ups, and Composite powders (such as Tungsten Carbide particles suspended in a Nickel matrix) for extreme abrasive environments like mining picks and oil drilling components.
Automated cladding systems deliver high consistency, precise bead placement, and reproducible thermal cycles. Manual surfacing is highly dependent on operator skill, often leading to uneven deposits, variable dilution rates, and defects like gas inclusion or lack of fusion. Automating the cladding process via CNC systems or integrated robotic arms improves deposition speed, material yield, and quality control.










Explore our specialized torches, powder feeders, and precision components designed to integrate with automated welding systems.
For inquiries about our specialized cladding systems, alloy verification, or pricing lists, leave us a message and our technical engineering department will be in touch within 24 hours.
Request Technical Consultation