Explore our top-tier manufacturing products designed for optimal thermal efficiency, heavy-duty wear protection, and continuous industrial operations.

Plasmabeschichtung (Plasma Transferred Arc - PTA cladding and laser cladding) represents the apex of modern metallurgical surface enhancement. By leveraging ionized gas (plasma) generated at temperatures exceeding 15,000°C, the process produces high-density, metallurgically bonded overlays on substrate metals. Unlike conventional thermal spraying, which relies on mechanical bonding, Plasmabeschichtung creates a true fusion zone with minimal dilution, preventing peeling under extreme shear stresses.
Our research and engineering initiatives focus on reducing dilution rates below 5% while maintaining deposition speeds up to 10 kg/h. This maximizes the utilization of expensive alloying elements (such as nickel, cobalt, and tungsten carbide matrices) and ensures the mechanical integrity of the underlying substrate material.

Our Plasmabeschichtung systems are deployed worldwide, providing robust protection and extending component lifespans in demanding environmental conditions.




As surface engineering transitions to Industry 4.0, our tech development plans aim to integrate cyber-physical systems with plasma thermal processing.
Developing unified kinematics models combining 6-axis articulated robotic arms and heavy-duty positioners. This ensures consistent torch angle, travel speed, and cladding thickness on complex geometries like screw flights and spherical valves.
Real-time optical spectroscopy and thermal imaging sensors continuously adjust arc power, powder feed rate, and shielding gas flow. This feedback loop eliminates porosity and maintains optimal dilution even during long duty-cycle runs.
By pairing the concentrated thermal profile of high-power fiber lasers with the cost-effective deposition rate of PTA, hybrid systems will deliver fine microstructures with zero micro-cracks at unmatched throughput.

The global competitiveness of our Plasmabeschichtung machinery lies in the vertical integration of China's industrial ecosystem. From high-purity raw powder metallurgy (cobalt/nickel/tungsten base) to advanced optical laser resonators and heavy industrial manipulators, our localized supply chain ensures uninterrupted production and rapid scaling.
Key structural advantages include:
We deliver customized, automated, and intelligent robotic systems tailored to specific industrial geometries, including valves, hydraulic rods, and wear-plates.

High stability power source optimized for overlaying wear alloys on flat and cylindrical surfaces.

Compact, highlyintegrated system incorporating cooling, powder feeding, and control cabinets.

Flexible parameter adjustments designed for multi-material cladding and repairs.

Ultra-low heat input system designed for gas turbine blades and complex curved impellers.

Automated rotary system for wear-resistant hardfacing on valve spheres and seats.

Robotic hardening system delivering high surface hardness with minimal dimensional distortion.

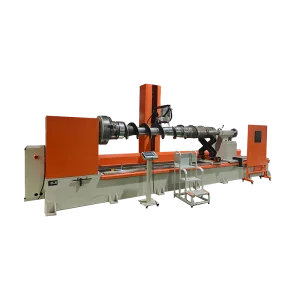
Designed for long-axis parts, offering consistent linear cladding thickness and speed control.
Read from our industrial partners on how our PTA cladding systems address severe wear, erosion, and corrosion challenges.
The PTA Welding Valve Application Guide is not just a process choice for valve manufacturers facing high wear, high corrosion, and high-temperature erosion working conditions, but also a key path to improving product competitiveness. As industries such as petrochemical, power generation, and oil and gas demand longer service lifespans, choosing the correct alloy powder and dilution rate ensures safety and reduces unexpected downtime.

Petrochemical Industry Partner
In industries such as mining, cement, power generation, steelmaking, chemical processing, and biomass energy, screw conveyors are often regarded as auxiliary equipment. However, maintenance data shows that they are among the most frequent causes of unplanned production stoppages. Implementing automated PTA hardfacing with tungsten carbide overlays on screw flights increases flight lifespan by up to 5 times.

Bulk Handling Engineering Partner
In Plasma Transferred Arc (PTA) hardfacing, achieving a high-quality overlay is not only about selecting the right alloy powder or optimizing welding parameters. One of the most critical factors that directly affects overlay performance is the dilution rate. Controlling this dilution allows us to deposit cobalt-based alloys on carbon steel shafts without compromising the corrosion resistance of the top layer.

Mining & Heavy Machinery Partner
To successfully integrate our equipment into Western factories, we adhere to strict international engineering regulations. Every Plasmabeschichtung and laser cladding machine shipped from Shanghai Duomu is manufactured under a robust ISO 9001:2015 quality management framework and carries CE compliance certification.
We provide localized technical assistance through our distribution networks in Germany, North America, and Southeast Asia. This support includes:
Answers to key engineering questions regarding PTA cladding, dilution optimization, and system selection.
PTA cladding (Plasma Transferred Arc) uses a constricted electric arc to melt both the powder and the substrate surface. It is cost-effective, offers high deposition rates (often exceeding 6 kg/h), and excels in heavy-duty wear applications. Laser cladding uses a concentrated light beam, resulting in a narrower Heat-Affected Zone (HAZ), lower dilution rates (often under 2%), and greater precision on thin-walled parts, though it requires a higher capital investment.
Dilution occurs when the parent metal melts and mixes into the deposited cladding layer. Excessive dilution (above 10-15%) reduces the concentration of beneficial alloying elements (such as chromium, cobalt, or tungsten carbides) in the outer layer, reducing its hardness and corrosion resistance. Our PTA machines are engineered with advanced arc controls to keep dilution below 5% in a single pass.
Yes, our powder feeders and plasma torches are designed to feed a wide range of gas-atomized metal powders. This includes cobalt-based alloys (Stellite 6, Stellite 12), nickel-based alloys (Colmonoy series), iron-based hardfacing alloys, and tungsten carbide composites (both spherical and cast) for extreme abrasion resistance.
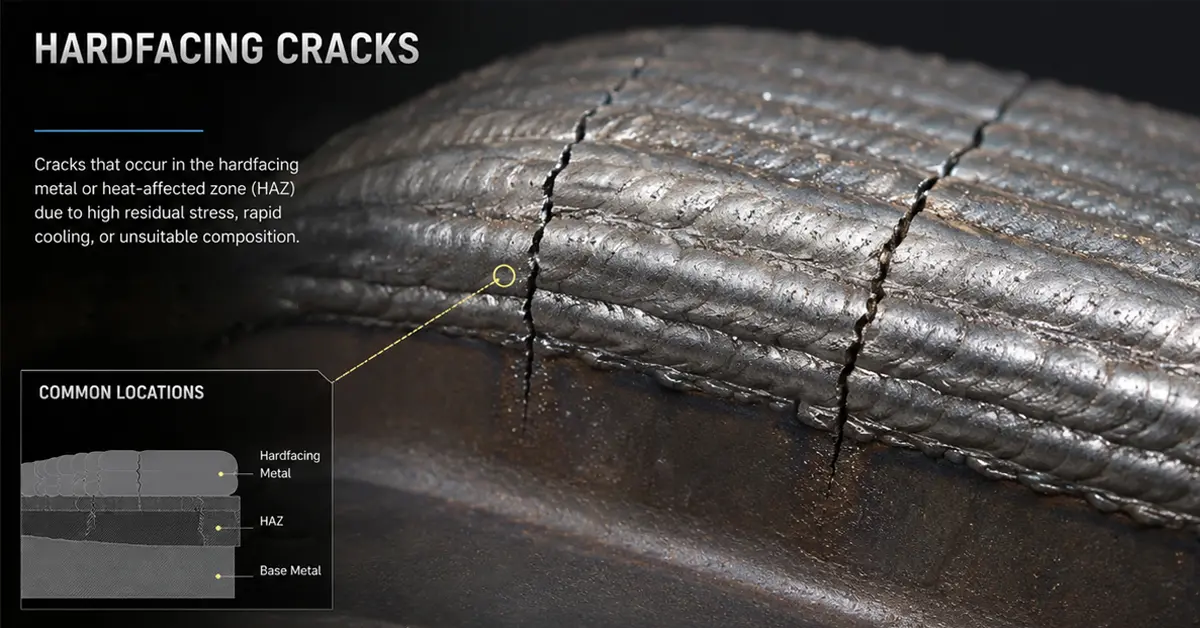
Porosity is prevented through stable gas shielding (argon purity ≥ 99.99%) and dry, moisture-free powder. Cracking in high-hardness alloys is controlled by optimizing pre-heating temperatures, managing heat input during cladding, and programming post-weld cooling curves based on the carbon equivalent of the substrate.
For inquiries about our PTA cladding equipment, customized automatic machines, or updated price lists, please leave your email below. Our engineering team will contact you within 24 hours.
Review our high-quality consumables, proprietary torches, and precision manipulators engineered to perform in harsh industrial environments.